Рассмотрим поэтапно проведения ремонта по технологии Seal-Lock.
- Визуальный осмотр на наличие трещин, применение ультразвуковых или магнитопорошковых методов обнаружения скрытых трещин.
- Определение границы трещины и засверливание по краям для исключения дальнейшего развития.
- Высверливание боковых отверстий для установки скрепок перпендикулярно трещине. Скрепки, изготовленные из высокопрочной стали и термически обработанные, останавливают дальнейшее расширение трещины при установке винтов (этот процесс описывается ниже). Производится предварительная проковка скрепок специальным пневмомолотом Seal-Lock.
- Следующий этап – это установка специальных конических винтов вдоль всей трещины между установленными уже скрепками. Для каждого винта сверлится отверстие, нарезается резьба специальным коническим метчиком. Каждое отверстие смазывается герметикам Seal-Lock для предотвращения образования пустот в зоне заделки. Термостойкость герметика – 1700 ?С.
- Установка винта в резьбовое отверстие (селанс – для чугунных деталей, алюмаланс – для деталей из алюминия) с усилием, необходимым для плотного натяга в витках резьбы. Оставшаяся на поверхности часть срезается и рядом, вдоль трещины, высверливается отверстие так, чтобы засверлилась часть материала срезанного винта. И так далее до заполнения всей трещины.
- Проковка пневмомолотком металла скрепок, винтов и самой ремонтируемой детали. Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.
- Шлифовка места ремонта. Если требуется, производится опрессовка под давлением.
По этой технологии устраняются пробоины в блоке двигателя. Место пробоя обрабатывается, чтобы оно приняло форму для упрощения изготовления заплатки. Изготовленная заплатка при установке плотно прилегает к посадочному месту. По полученному стыку двух деталей устанавливаются с перекрытием конические болты.
Резюмируя вышеописанную технологию Seal-Lock, упростить и сделать надежным ремонт позволило применение особого материала скрепок и винтов. Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
Это интересно: Установка мотора своими руками
Основные неисправности головки блока цилиндров
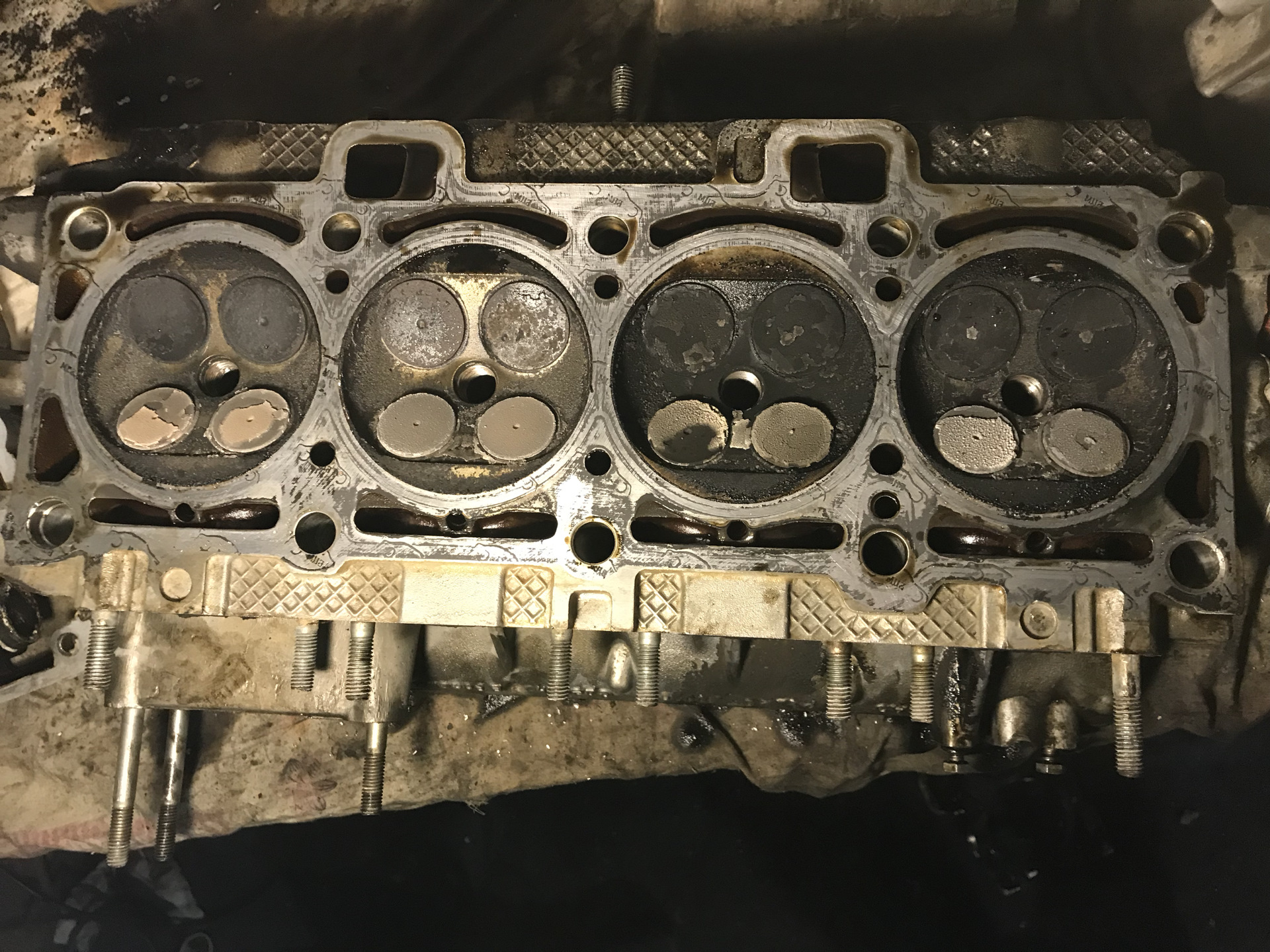
Дефекты привалочной плоскости ГБЦ
Основными причинами появления данной проблемы являются: достаточно долгая работа двигателя, перегревание двигателя, используемая охлаждающая жидкость ненадлежащего качества. Данная проблема решается механической обработкой плоскости, которая включает в себя также проведение диагностики системы охлаждения, а при необходимости – замена технической жидкости.
Трещины на ГБЦ
К появлению трещин на головке блока цилиндров могут привести усиленная эксплуатация и перегрев двигателя, а также неправильно выполненные затяжки креплений во время монтажу узла. В случае выявления мелких трещин, размер которых допускается производителем, ремонт можно не производить. В противном случае требуется замена узла.
Износ направляющих втулок клапанов
Данный дефект может возникнуть на больших пробегах, при использовании некачественного моторного масла, а также в случае появления в масле примесей топлива, способствующих разжижению масла. Для решения данной проблемы необходимо заменить направляющие втулок клапанов, проверить состояние моторного масла и работоспособность системы охлаждения. В случае необходимости провести замену моторного масла.
Износ седел клапанов
К основным причинам износа клапанов относятся: некачественное топливо, большой пробег двигателя, ошибки при установке опережения зажигания. Требуется правка или замена седел клапанов, а также проверка системы зажигания и питания. Если в этих системах обнаружены какие-то неполадки – провести восстановительные работы.
Разрушение резьбы, находящейся в отверстиях головки блока цилиндров
Основные причины данной поломки: постоянное перегревание двигателя и неправильная затяжка болтов или свечей. Решение: замена стакана форсунки.
Имейте в виду, что даже незначительная неисправность головки блока цилиндров можно привести к серьезным проблемам в работе двигателя автомобиля. Все работы по ремонту ГБЦ должны производиться своевременно.
Не доверяйте дилентам и не пытайтесь самостоятельно произвести ремонт. Непрофессиональная работа в будущем может отрицательно сказаться на работе двигателя.
Обращайтесь в и вы не ошибетесь с выбором исполнителя. У нас есть все для качественного ремонта ГБЦ: высокотехнологичное оборудование и первоклассные специалисты.
Получите бесплатную консультацию и узнайте стоимость ремонта
Источник
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв “не расползался”, засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ — самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся
Перед сваркой засверливаем концы разлома — так предотвратим его “расползание”. Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

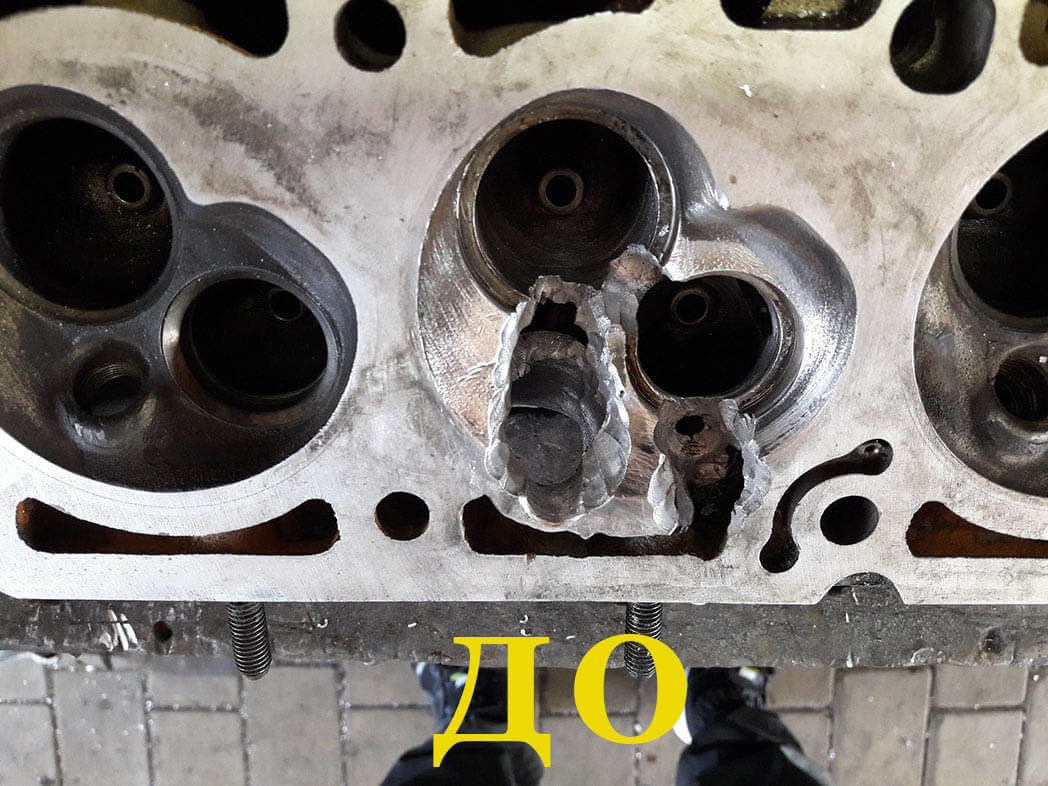
SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
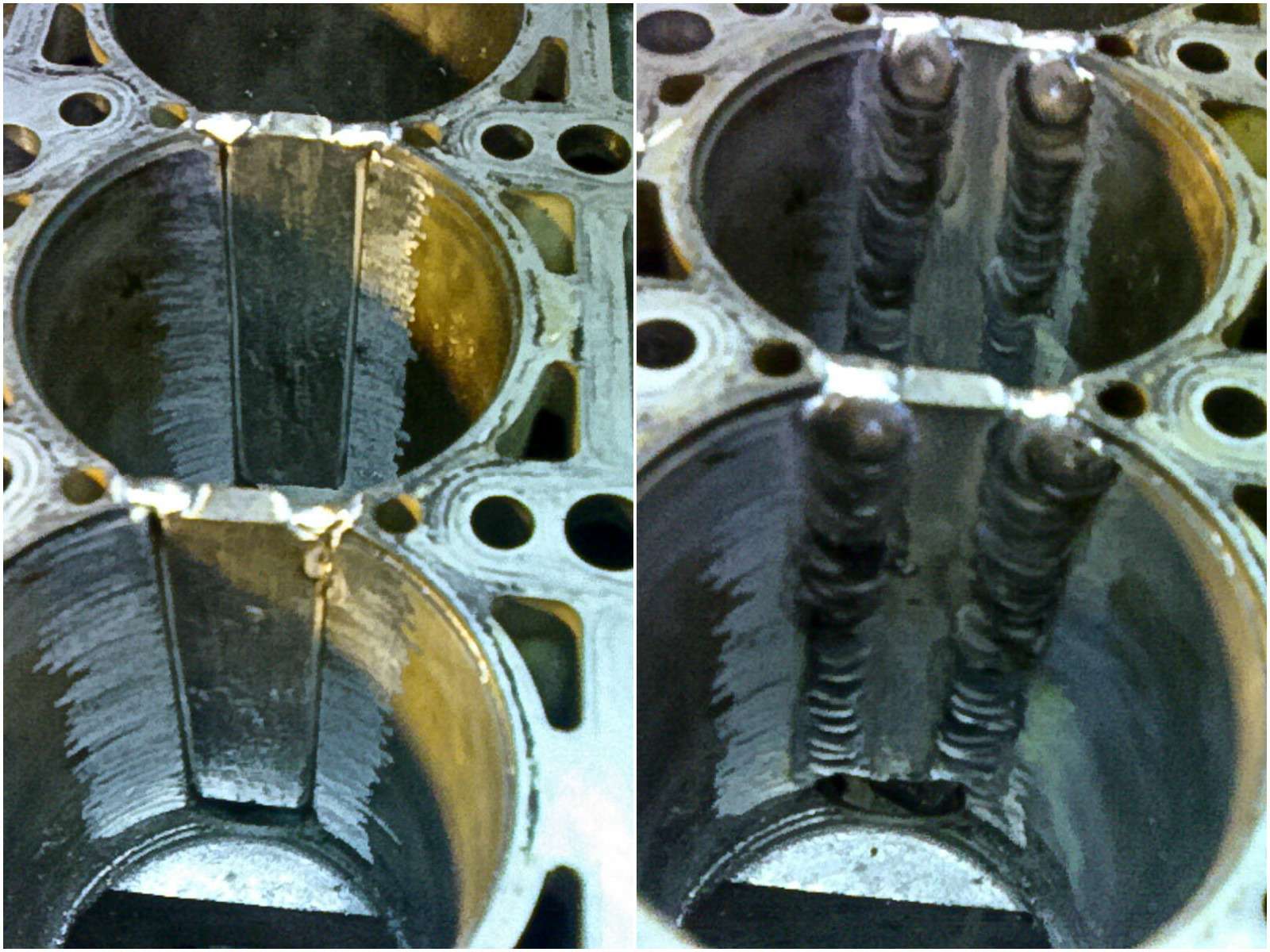
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно — это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:






- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей “приживаемости” состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
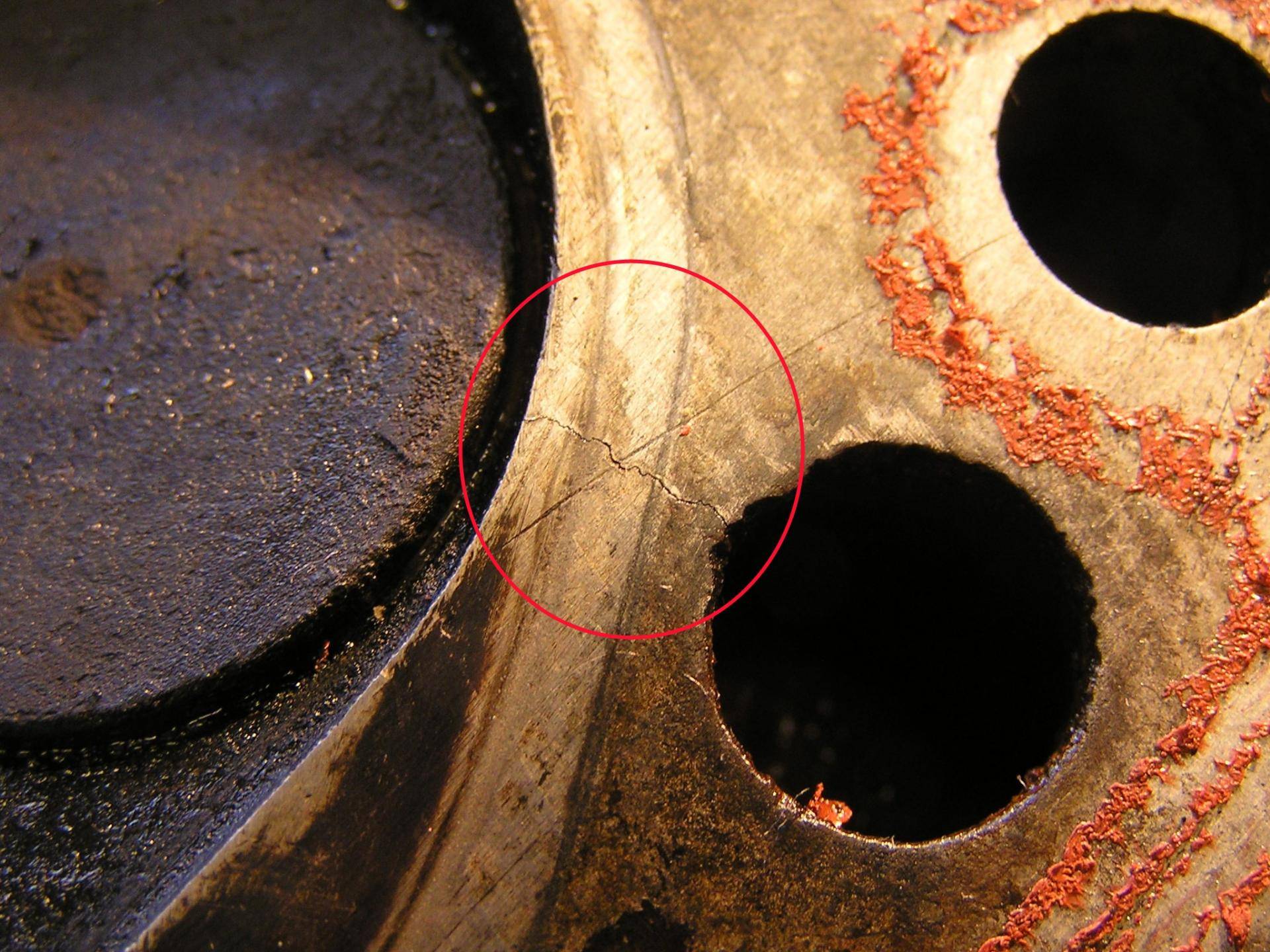
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Причины выхода поршней из строя
Большинство современных двигателей внутреннего сгорания сконструированы таким образом, что ремонт поршней не представляется возможным. Поэтому при их поломке существует два варианта действий: приобретение нового блока цилиндров с кривошипно-шатунным механизмом (КШМ) или полная замена силового агрегата.
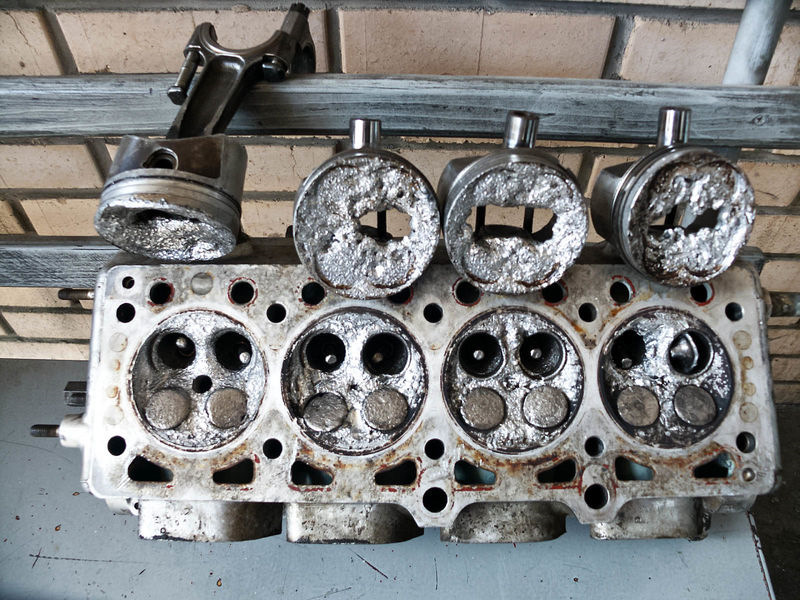
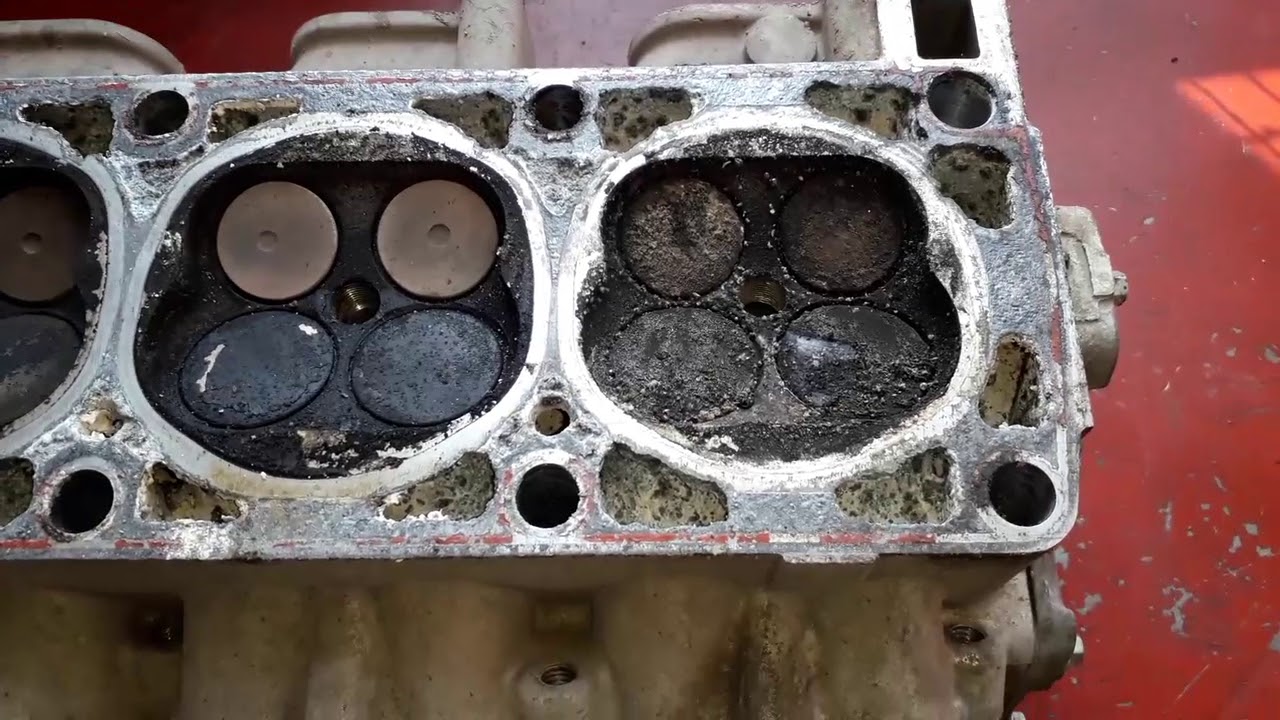
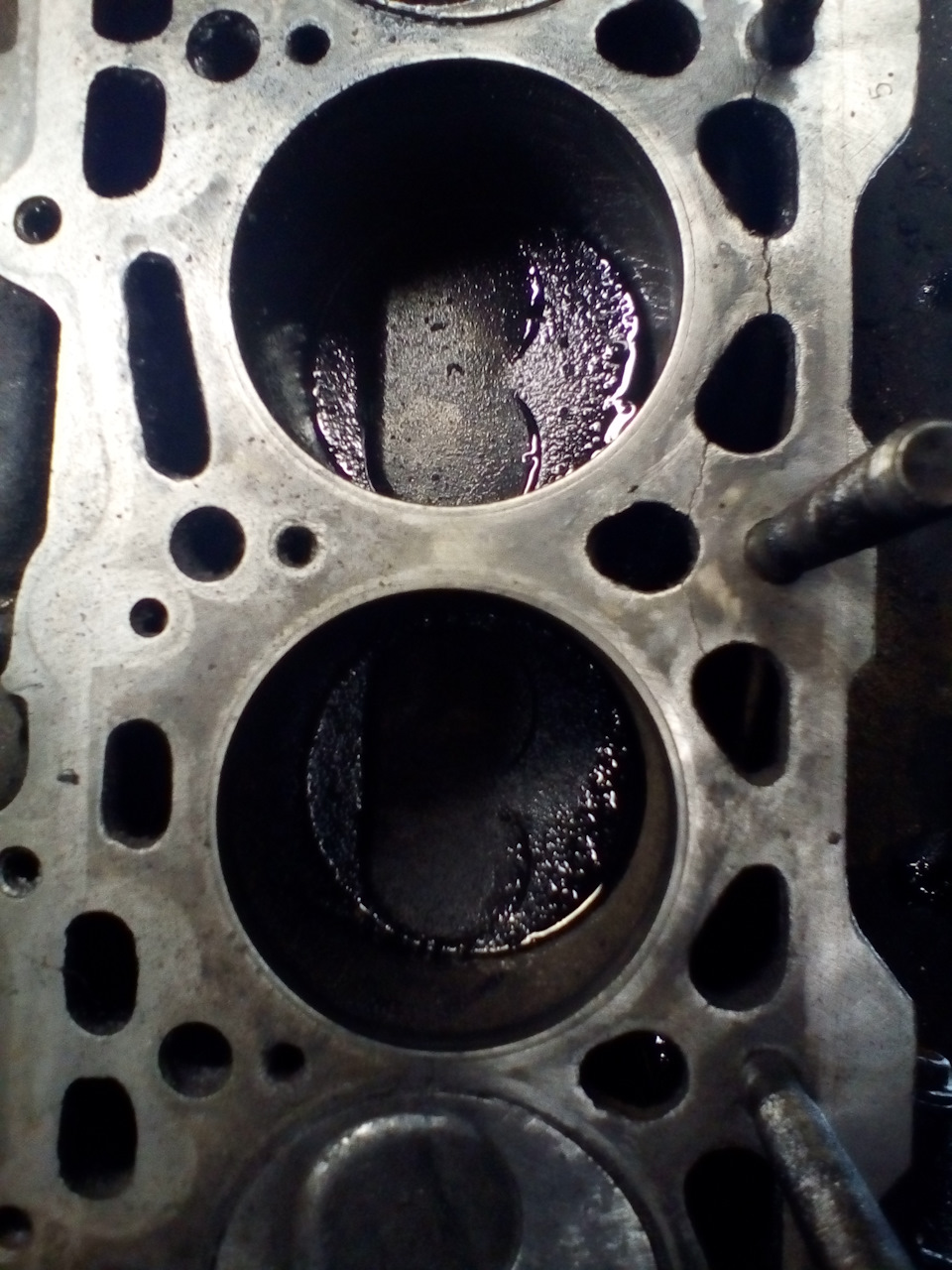
Поршни работают под воздействием высоких температур, и именно это чаще всего становится основной причиной их поломки. При перегреве происходит уменьшение зазора между поршнем и стенками цилиндра, что усиливает трение. Сами поршни нагреваются и увеличиваются в размерах. В результате на юбках и взаимодействующих с ними поверхностях появляются задиры.
Характер и положение задиров позволяет определить причины их возникновения. Например, если они появились по всей поверхности юбки поршня, то это свидетельствует об общем перегреве двигателя.
Причинами перегрева двигателя могут быть:
- Нарушение циркуляции охлаждающей жидкости или моторного масла
- Нерабочий термостат
- Засорение радиатора
- Уменьшение уровня антифриза из-за утечки
- Повреждение помпы
- Неисправность вентилятора охлаждения и т.д.

При недостаточной смазке поршневой палец становится синим, а в зоне бобышек возникают зазоры. В зависимости от конструкции двигателя пальцы могут быть плавающими (независимыми) или неподвижно установленными в верхней части шатуна. При заклинивании первого типа пальцев во втулке шатуна происходит перегрев бобышек, из-за чего на юбке образуются задиры в области их расположения.
При перегреве головки поршня задиры образуются между нижней частью поршня и верхней канавкой компрессионного кольца. В бензиновых двигателях это происходит из-за детонации или калильного зажигания, когда происходит преждевременное воспламенение топливной смеси.
Причинами появления задиров, помимо перегрева двигателя, могут быть:
- Неисправность датчика детонации
- Использование низкооктанового топлива
- Нарушение регулировки топливных форсунок в дизельных двигателях
- Несоответствие калильного числа свечей зажигания параметрам двигателя
- Неправильно выставленный угол опережения зажигания
- Слишком обогащенная/обедненная топливная смесь
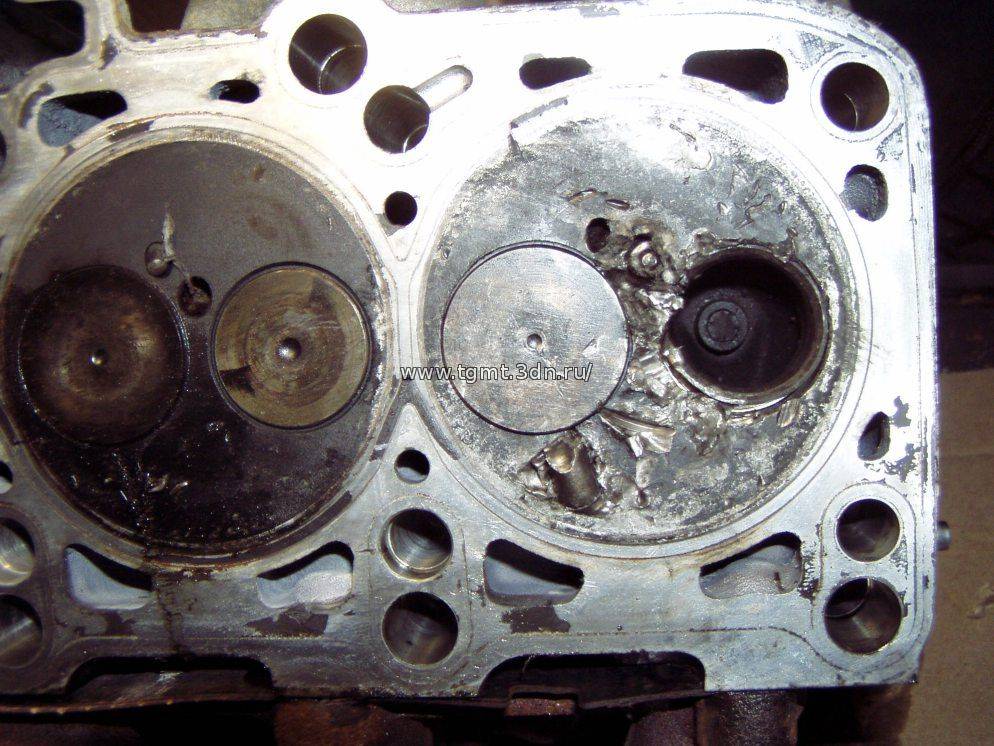
Из-за перегрева на отдельных участках нижней части поршней могут образовываться трещины, а также может оплавиться металл, из которого изготовлены детали.
 При несвоевременном обнаружении детонации или калильного зажигания внутри цилиндров двигателя стоит готовиться к ремонту цилиндро-поршневой группы. Из-за подобных проблем разрушаются поршневые кольца и их посадочные места, оплавляются кромки днища, возникают прочие повреждения, которые полностью выводя из строя поршни.
При несвоевременном обнаружении детонации или калильного зажигания внутри цилиндров двигателя стоит готовиться к ремонту цилиндро-поршневой группы. Из-за подобных проблем разрушаются поршневые кольца и их посадочные места, оплавляются кромки днища, возникают прочие повреждения, которые полностью выводя из строя поршни.
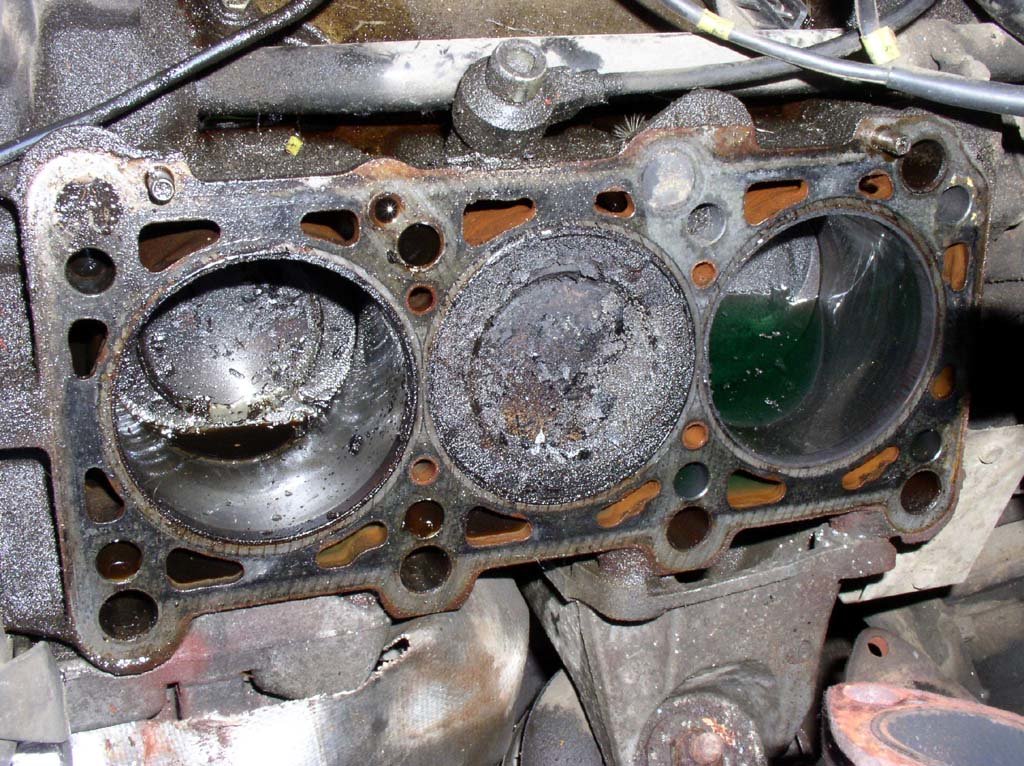
В дизельных двигателях повреждения поршневых колец и их посадочных мест свидетельствует о жестком сгорании топливной смеси. То же самое может происходить из-за применения некачественного топлива, большого количества различных присадок, некорректной работы форсунок или перебоев в работе системы зажигания.
Повышенный износ поршней может возникать из-за смывания защитной масляной пленки с их стенок. Часто это происходит по причине некорректной работы зажигания, загрязнения сажевого фильтра, постоянных запусков холодного двигателя и нарушения процесса воспламенения топливной смести внутри цилиндров.
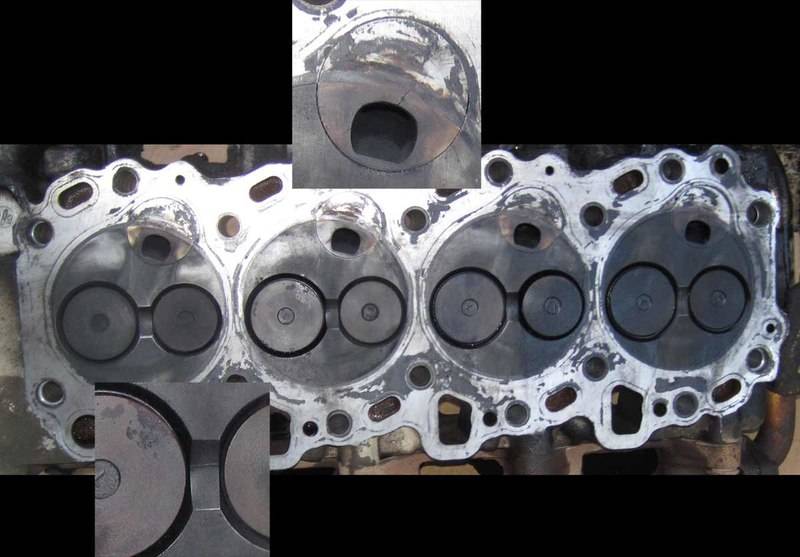
Если отсутствует механический износ цилиндро-поршневой группы, определить, нуждаются ли рабочие элементы в замене можно по состоянию поршневых колец и их посадочных мест. На практике наиболее частой причиной срочного ремонта ЦПГ является обрыв ремня или цепи ГРМ.
При повреждении поршневых кольцах на этих элементах, поршнях и стенках цилиндров начинается образовываться нагар. Компрессия снижается либо полностью пропадает, внутрь картера начинают попадать отработанные газы, увеличивается расход масла, повышается вероятность его коксования.
Значительное снижение подвижности колец влечет за собой проблемы с запуском двигателя, появление дыма в выхлопных газах.
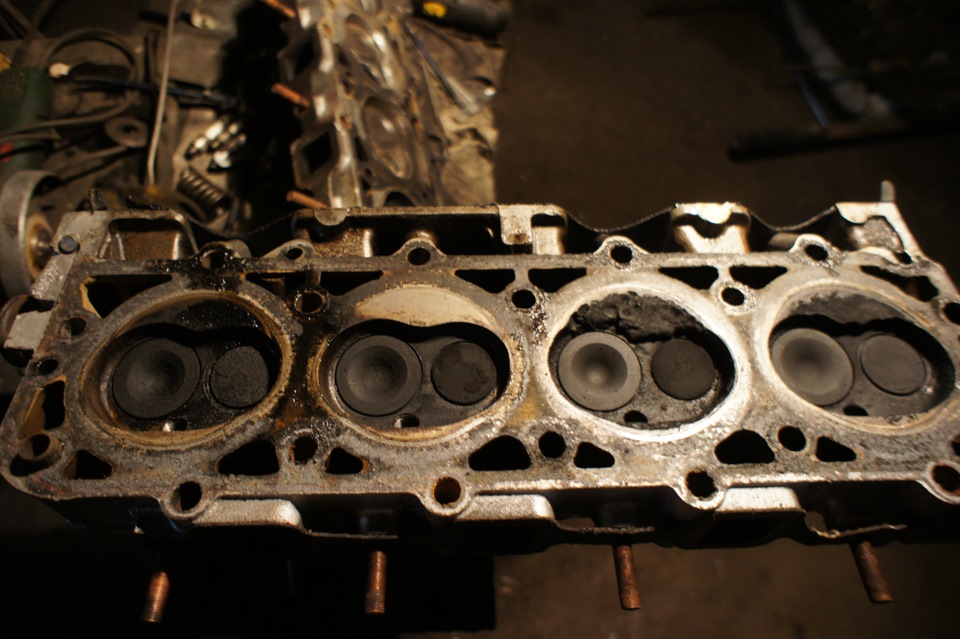
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.





Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Металлическая стружка для диагностики
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
О смешивании масла и антифриза
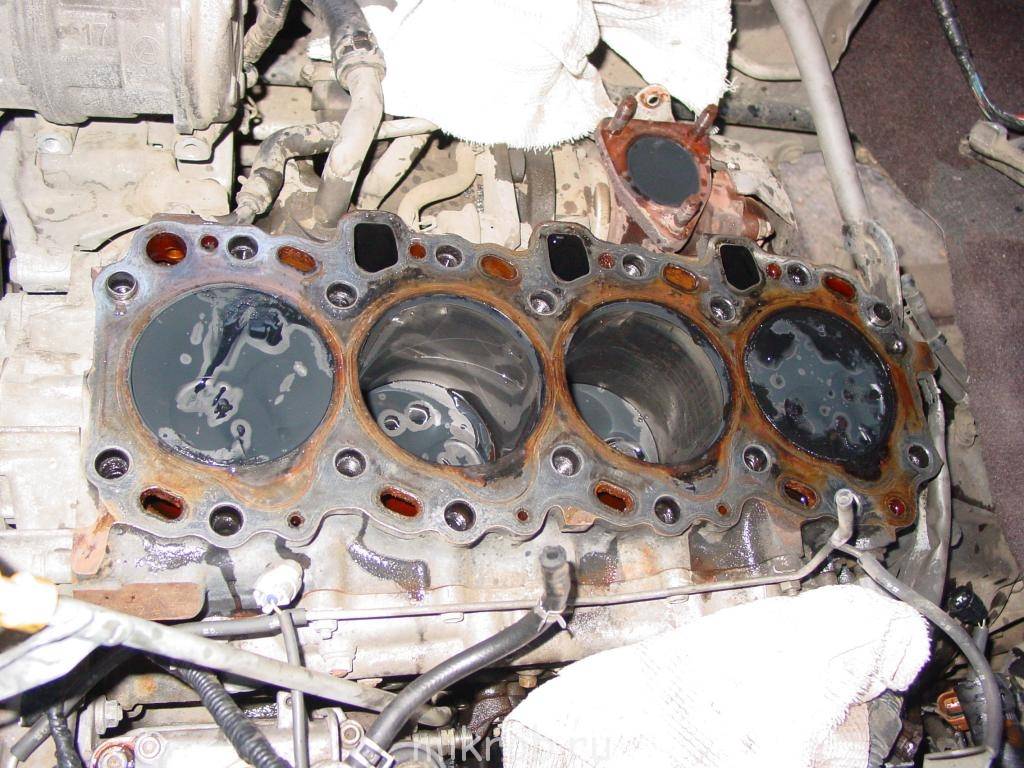
Появление антифриза в масле или наоборот — один из главных признаков пробитой ГБЦ-прокладки. При этом нарушается работа сразу двух систем: смазки и охлаждения.
В дальнейшем могут деформироваться кольца и поршни, а эффективность двигателя существенно снизится. Ездить на автомобиле при такой неисправности нельзя — лучше сразу отправиться в автосервис для ремонта.
При смешивании масла и антифриза могут иметь место и иные последствия:
- забивание элементов системы охлаждения маслом, что уменьшает эффективность их работы;
- повреждение резиновых или пластиковых элементов системы охлаждения (СО);
- перегрев мотора даже в холодную погоду и уменьшение ресурса его работы и т. д.
Из-за смешивания двух составов появляется желтоватая эмульсия. Ее появление требует не только замены прокладки ГБЦ, но и выполнение других ремонтных мероприятий. Обязательно чистится СО, поддон и каналы, по которым течет смазывающая жидкость.

Наиболее неприятным последствием попадания масла в антифриз является клин двигателя. Это происходит из-за появления ржавчины на стенках цилиндров. Проблема особенно актуальна на дизельных двигателях.
Во время остывания мотора охлаждающая жидкость попадает в камеру сгорания, а при последующем пуске ее уже не хватает в СО. Если не отследить этот момент на панели приборов, то силовой агрегат может заклинить.
Дополнительный минус — повышенное образование сажи, которая в дальнейшем оседает на элементах двигателя. Сильней всего страдает масляный фильтр, требующий замены. Но выполнять эту работу можно лишь после устранения причины протечки (в нашем случае установки новой прокладки ГБЦ).
Какие бывают головки
Существует несколько разновидностей головок двигателя:
- Для верхнего расположения клапанов – чаще всего используются в современных автомобилях. Такое устройство максимально облегчает ремонт агрегата или его настройку;
- Для нижнего расположения клапанов – используется крайне редко, так как такой двигатель потребляет много топлива и не отличается своей экономичностью. Хотя конструкция такой головки очень простая;
- Индивидуальные для отдельного цилиндра – часто применяется для габаритных силовых агрегатов, а также на дизелях. Их намного проще устанавливать или демонтировать.
Шаг 3
Если трещина представляет собой напряжение или термическую трещину, ее необходимо остановить, чтобы она начала расти, прежде чем можно будет произвести ремонт. Если трещина видна, просверлите небольшое отверстие в конце трещины. С помощью небольшой шлифовальной машины или инструмента Dremel заправьте трещину. Это означает шлифование небольшого канала вдоль трещины. это делает несколько вещей, выявляет свежий металл для сварки, подготавливает «впадину» для проникновения металла сварного шва и удаляет любое накопление углерода вдоль границ трещины (мы воздержимся от использования этого причудливого термина).
Неисправности ведущие к повреждению прокладки ГБЦ
В случае пробития прокладки головки блока цилиндров, перед заменой ее на новую, важно понять причину, вызвавшую этот дефект. Иначе пробой может сразу же произойти и на новой идеально установленной и качественной прокладке ГБЦ. Ниже приведены наиболее распространенные причины, приводящие к выходу из строя прокладки ГБЦ
При обнаружении в своем авто одного или нескольких указанных условий до пробоя, вовремя устранив их, можно предотвратить выход из строя прокладки
Ниже приведены наиболее распространенные причины, приводящие к выходу из строя прокладки ГБЦ. При обнаружении в своем авто одного или нескольких указанных условий до пробоя, вовремя устранив их, можно предотвратить выход из строя прокладки.






Перегрев мотора
Наиболее распространенной причиной пробоя прокладки ГБЦ является именно перегрев, особенно частые и резкие повышения температуры. Помимо того, что перегрев двигателя подвергает прокладку ГБЦ влиянию высоких температур, так это еще и ведет к резкому расширению алюминиевой головки, что может привести к ее разрушению. Даже если она не сломалась сразу, постоянные перегревы ослабляют металл и впоследствии она рано или поздно выйдет из строя.
Причины перегрева двигателя:
- утечка жидкости из системы охлаждения;
- не работает вентилятор радиатора;
- сбой системы отвода отработанных газов;
- засор в радиаторе;
- неполадки в термостате;
- неисправная помпа;
- ослаблен ремень ГРМ;
- давно не обслуживалась система охлаждения;
- применение не того типа ОЖ;
- крышка радиатора закрыта неплотно;
- повреждение шланга радиатора.
Неправильное сгорание топливной смеси
Ранее воспламенение топливной смеси в камере сгорания также очень распространенная проблема. В нормальных условиях топливо сгорает равномерно. Однако детонация может быть нарушена из-за обедненной смеси, перегрева либо низкооктанового горючего.

Неправильное сгорание выражается детонацией либо ранним воспламенением. Первый возможен в случае медленно развивающегося воспламенения в цилиндре. Это ведет к тому, что возрастающее давление запускает второй фронт воспламенения на краю смеси, в итоге они сталкиваются и происходит детонация. Из-за ударной волны возникает внутренняя вибрация, что в итоге может привести к повреждениям мотора, в том числе прокладки ГБЦ.
Причины неправильного сгорания топлива:
- обедненная топливная смесь;
- плохо распространено топливо внутри камеры сгорания;
- неправильно отрегулировано зажигание;
- неисправности клапана EGR;
- некачественное горючее.
Второй вариант – это опережающее зажигание. В этом случае весь процесс начинается до зажигания свечи. При этом также возникает два фронта возгорания, которые в итоге сталкиваются. Такая неисправность сопровождается звенящим звуком. Исходящий из моторного отсека легкий постукивающий шум – это легкая форма такого дефекта.
- нагар в камере сгорания;
- перегрев выпускного клапана;
- неисправная свеча зажигания;
- неисправности в системе охлаждения;
- недостаточная смазка мотора.
Горячие точки
Часто выход из строя прокладки ГБЦ обусловлен низким качеством материалов, из которых она изготовлена.
Особенности конструкций мотора некоторых моделей, ведут к образованию горячих точек. Например, выпускные отверстия расположены на маленьком расстоянии, в этом месте и будет зона горячих точек. Если эти отверстия на прокладке не будут дополнительно усилены, тогда она быстро выйдет из строя.
Некоторые виды прокладок ГБЦ уплотняют небольшие неровности поверхности, допущенные при производстве, а также защищают детали от коррозии. Однако в процессе установки могут возникнуть некоторые сложности, а именно:
- повторно использовались старые болты;
- у одного или нескольких болтов повреждена резьба;
- болты недотянуты или перетянуты;
- поверхность блока цилиндров перед установкой головки не очистили, либо очистили плохо;
- нарушена последовательность затяжка болтов;
- неправильно использовался герметик;
- при очистке и шлифовке поверхностей блока применялись абразивные материалы.
Своевременное выявление условий, при которых может прогореть прокладка ГБЦ, поможет вам избежать дополнительных растрат на ее замену.