

Теория хонингования блока цилиндров
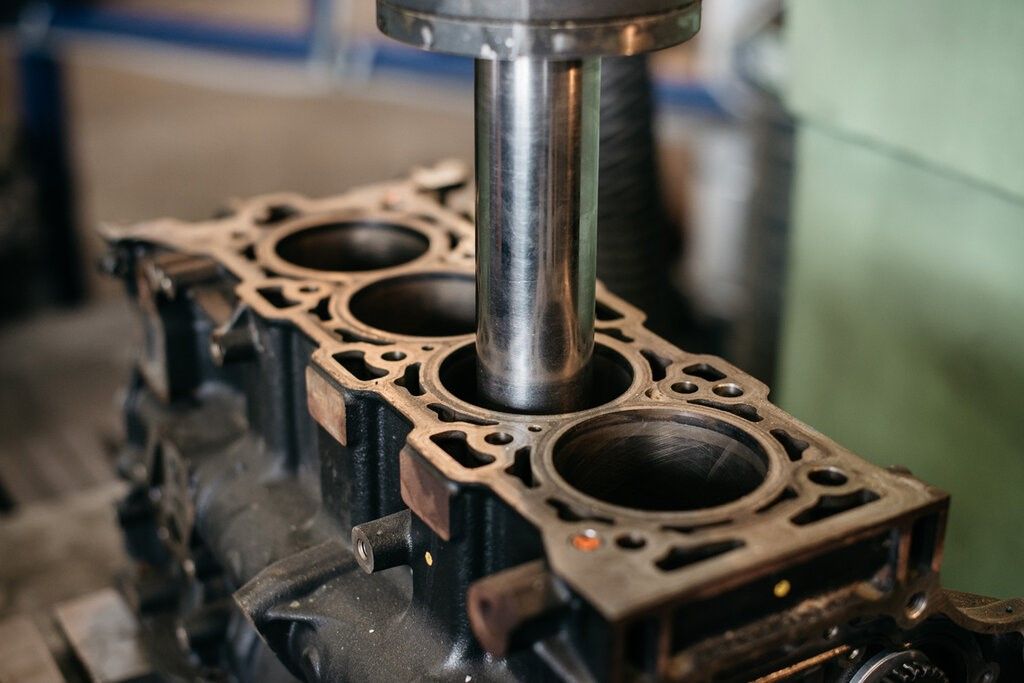
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
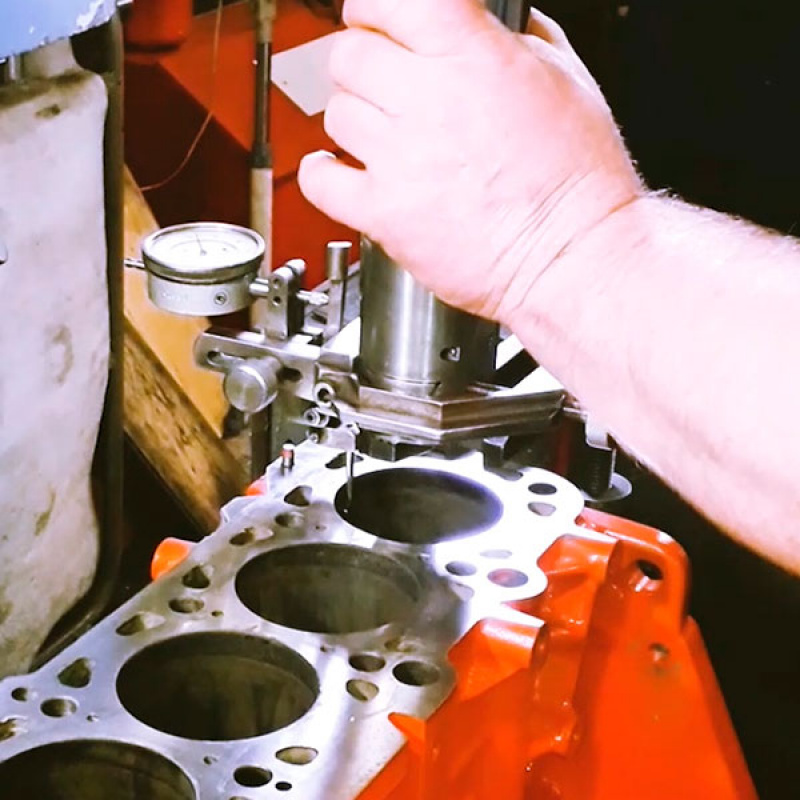
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
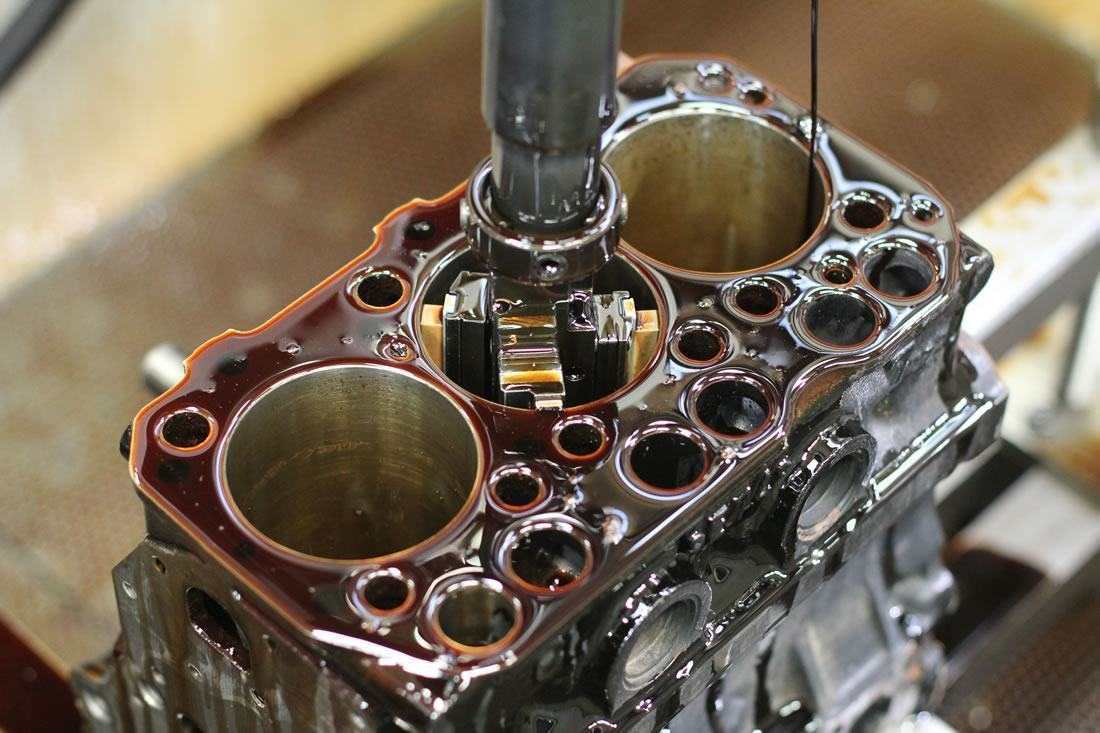
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Все ли моторы подаются расточке
Расточка блока цилиндров – это стрессовая ситуация для двигателя, и выдержать ее может далеко не каждый мотор. Решающим фактором в вопросе «Можно ли растачивать блок цилиндров?» является материал, из которого он изготовлен.
Чугун. Идеальный материал для расточки
Он недорогой и крайне прочный, что важно при расточке. Мастерам достаточно будет выточить цилиндры до требуемого размера, после этого установить поршни подходящего размера, и на этом можно считать тюнинг или ремонт завершенным
Но нельзя забывать и о минусах чугуна – он очень тяжелый, плохо отводит тепло и велик риск возникновения коррозии.
Алюминий. В отличие от чугуна, алюминий гораздо легче и менее подвержен коррозии. Его часто применяют в качестве материала для блока цилиндров. При этом мастера называют такие блоки «одноразовыми». Иначе говоря, из-за мягкости алюминия мало кто решается взяться за его расточку. Дело в том, что когда на заводе отливается блок цилиндров из алюминия, внутри цилиндры покрываются специальным налетом, призванным защитить их от излишнего износа. Соответственно, если растачивать алюминиевый блок цилиндров, потребуется также покрыть внутри цилиндры этим самым налетом, что дорогостояще. Но здесь есть выход – установка специальных гильз, что тоже имеет массу нюансов, и мы поговорим подробнее об этом чуть ниже.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
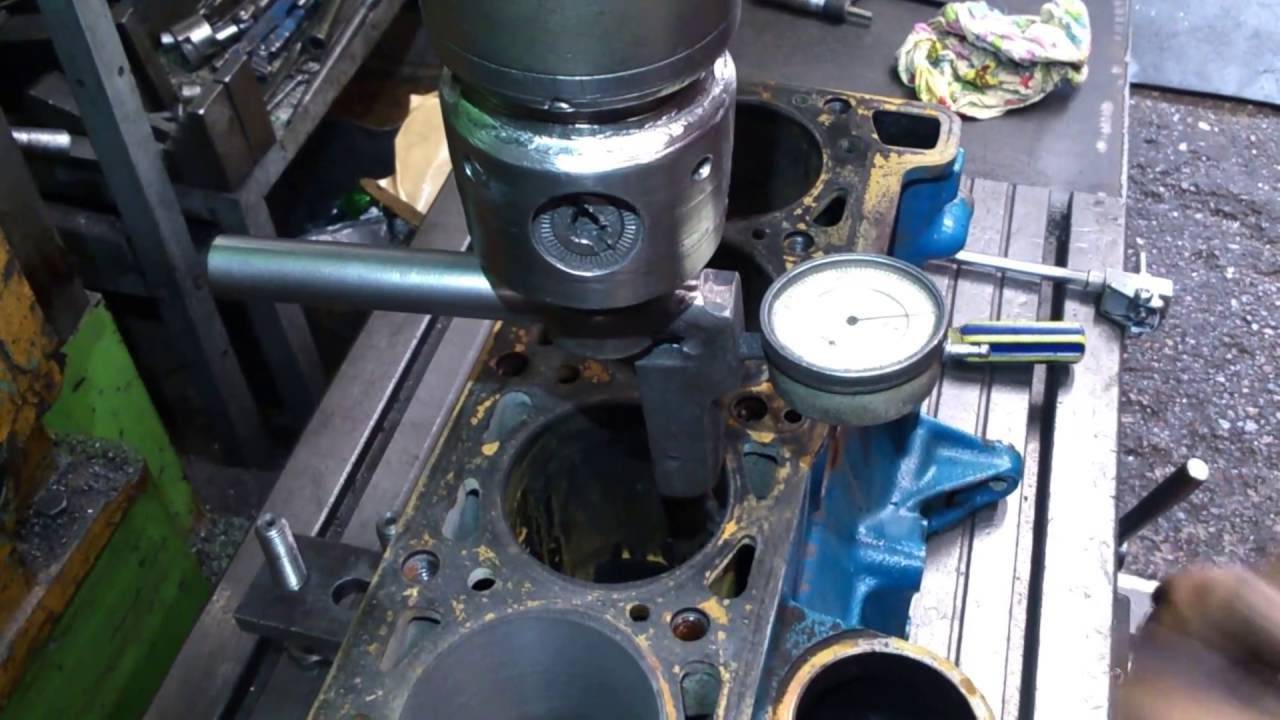
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.




В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки
Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь
Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.

Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы
Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Области применения хонингования[править | править код]
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
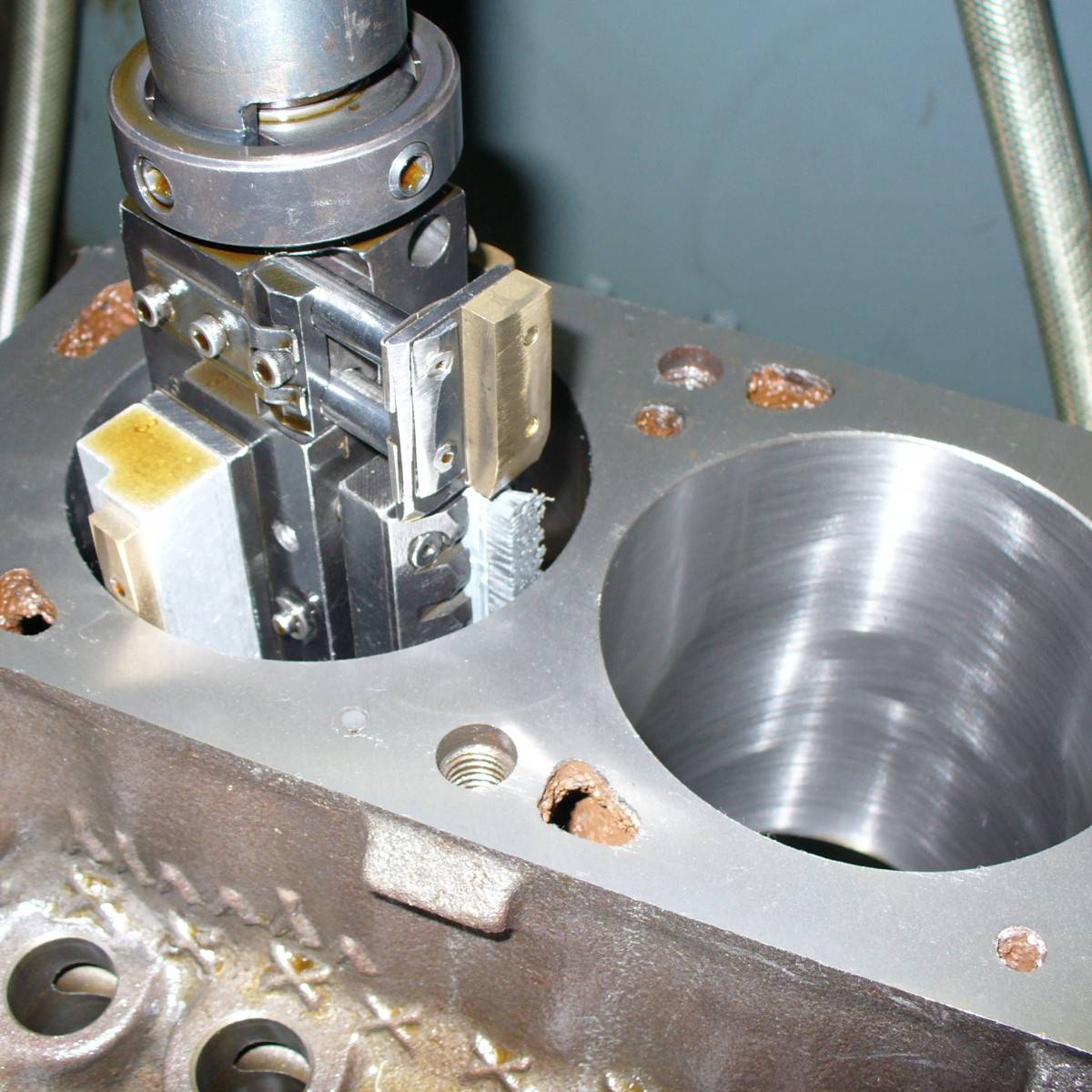
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.

Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
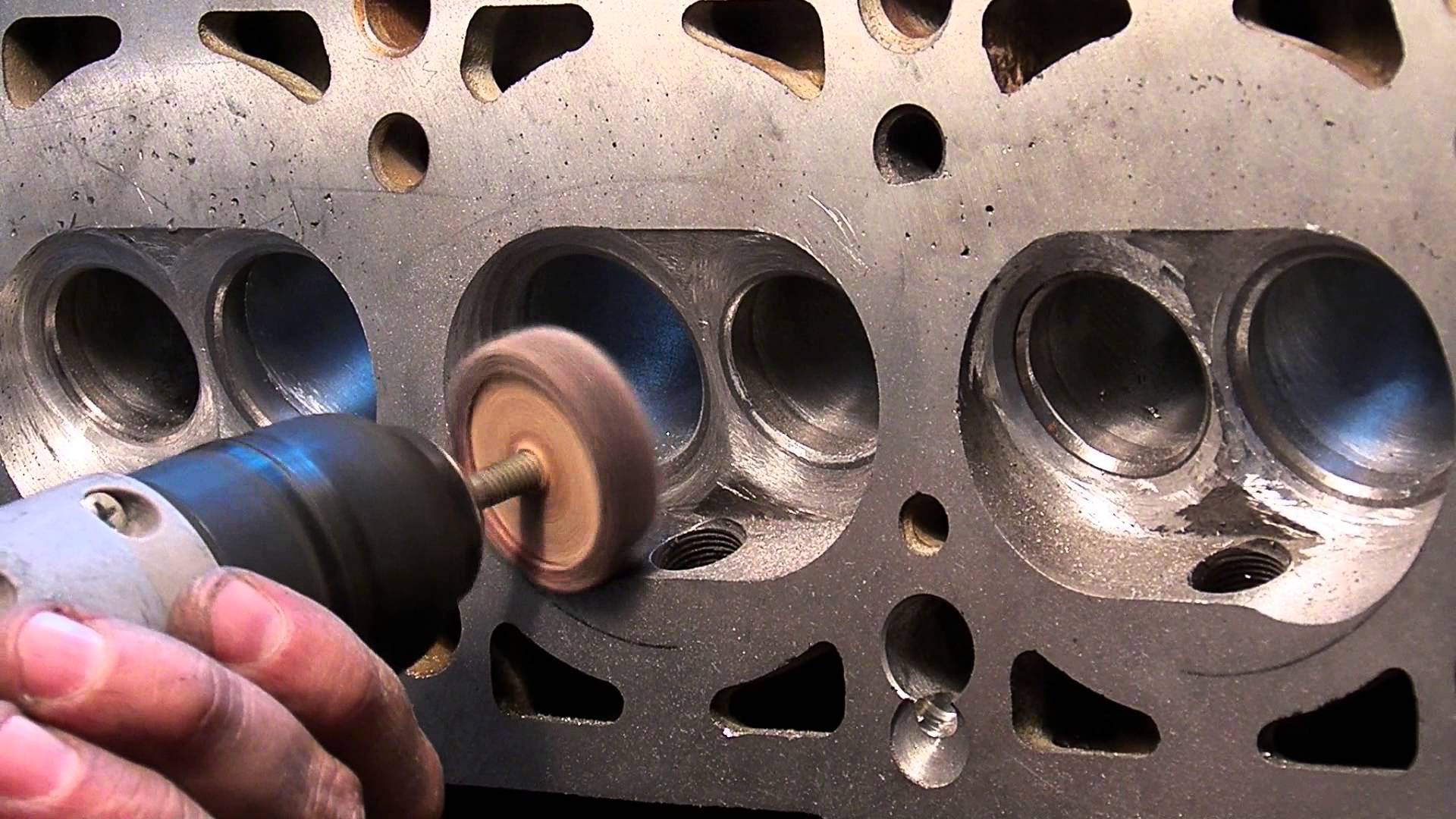
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.








«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Похожие новости
- Цепь или ремень ГРМ. Что лучше, какой привод механизма выбрать? …
- Грязный воздушный фильтр. НА что влияет, подробные симптомы и по…
- Присадки в масло двигателя, в рулевую рейку и коробку передач. Ч…
Для просмотра онлайн кликните на видео ⤵
Хон или зеркало? Научно-практический коментарий Подробнее Хон или зеркало? Мое мнение. Подробнее
Зеркало или все таки хонингование Подробнее
Теория ДВС: Что такое ХОН? Подробнее
“Зеркало” или хон и дырки (в поршне) часть 1 – Хон. Подробнее
Хон? Или хон? Или все таки зеркало? Подробнее
Что такое хонингование цилиндров двигателя? Особенности, как делается и для чего нужно? Подробнее
“Зеркало” или хон и дырки (в поршне) часть 2 – Зеркало и износ колец. Подробнее
Зеркальные цилиндры. Мерседес подсмотрел технологию у дяди Сережи. Подробнее
10 лет двигателю что работал на зеркальных цилиндрах Подробнее
Разборка двигателя работавшего на цилиндрах расточенных под зеркало Подробнее
Инновационные НАНО ПОРШНИ из Сколково Подробнее
Почему Двигатель после ремонта не Тянет и Жрет масло Подробнее
Гильзовка блока цилиндров.Украина/BLOCK machining,cylinders replacement# Engine rebuild Ukraine Подробнее
хон в цилиндре , или зеркало ?! Подробнее
Почему Зеркало лучше в Цилиндре чем Хон и сборка двигателя ВАЗ Классика Подробнее
Каждый спец боготворит хон сетку. Сравните хону с заострением и карцованую поверхность.. Не верьте Подробнее
Хонингование с зеркалом на цилиндре (субтитры) Подробнее
Полировка цилиндра в зеркало после расточки . Подробнее
Алюминиевый или чугунный блок цилиндров
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.

ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Технологический процесс расточки
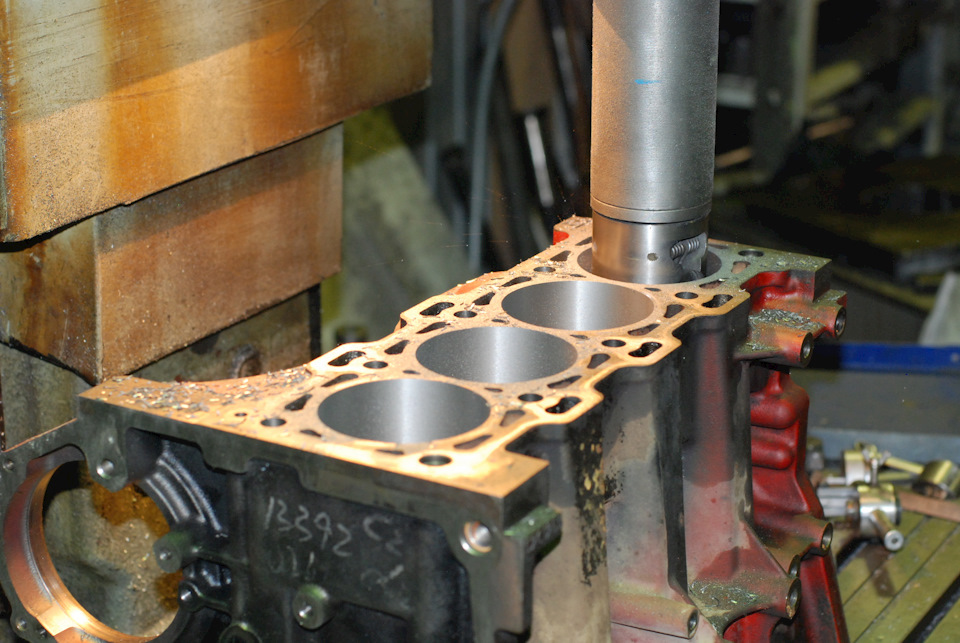
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.







Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
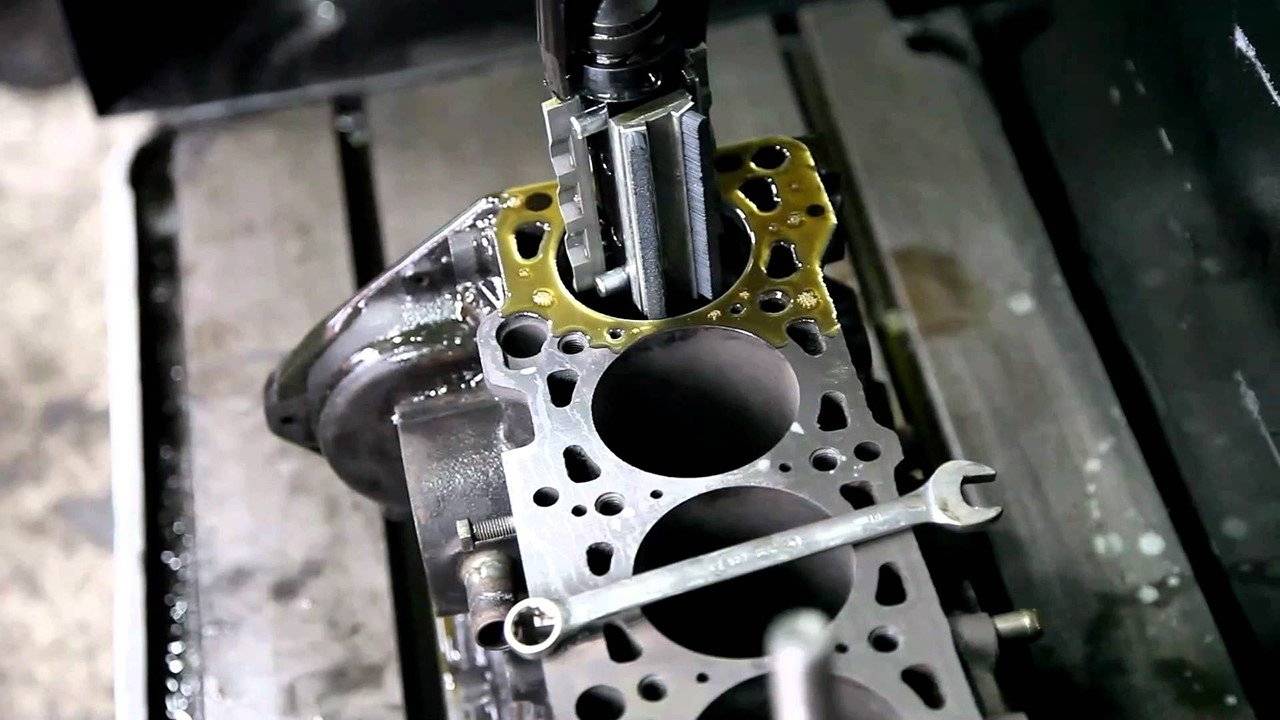
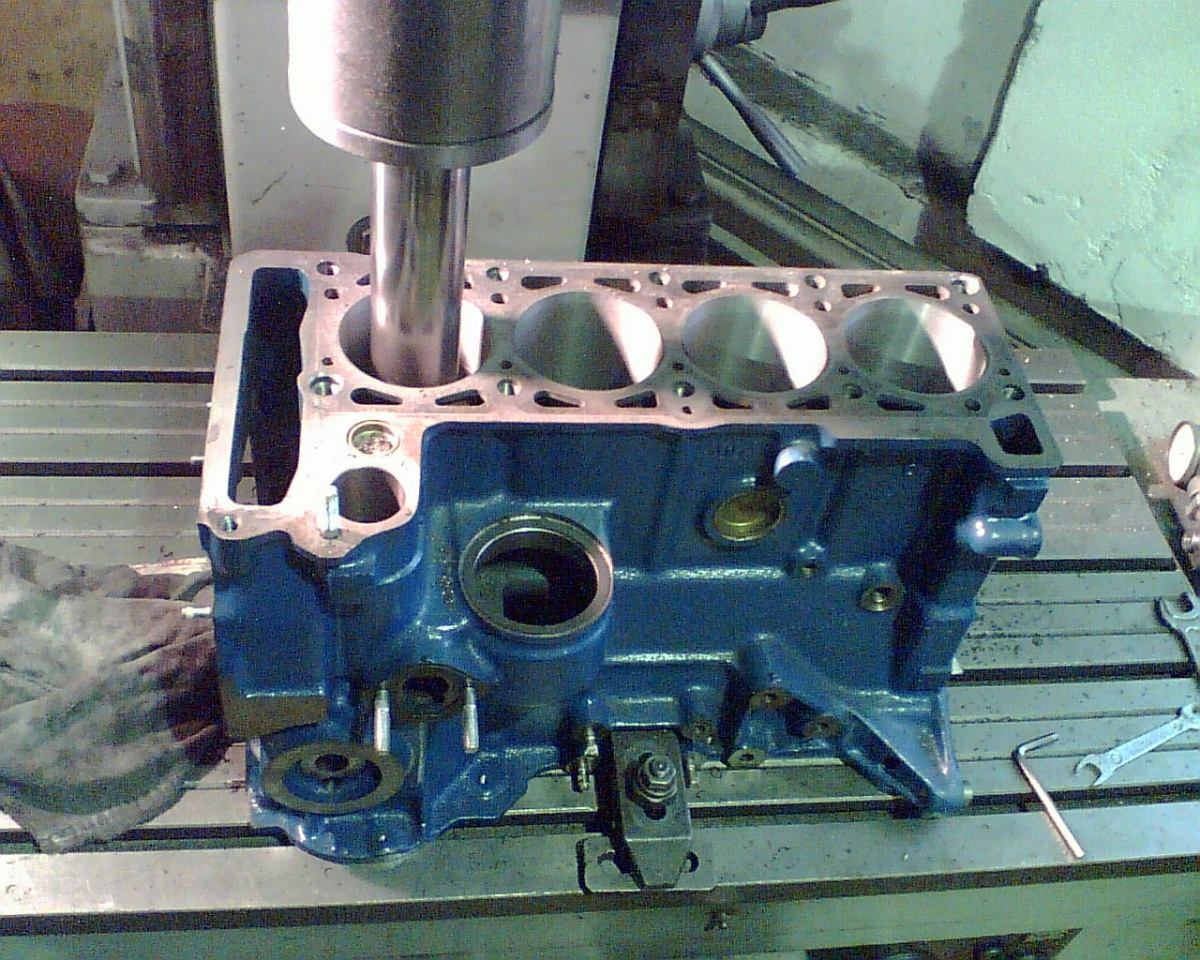
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
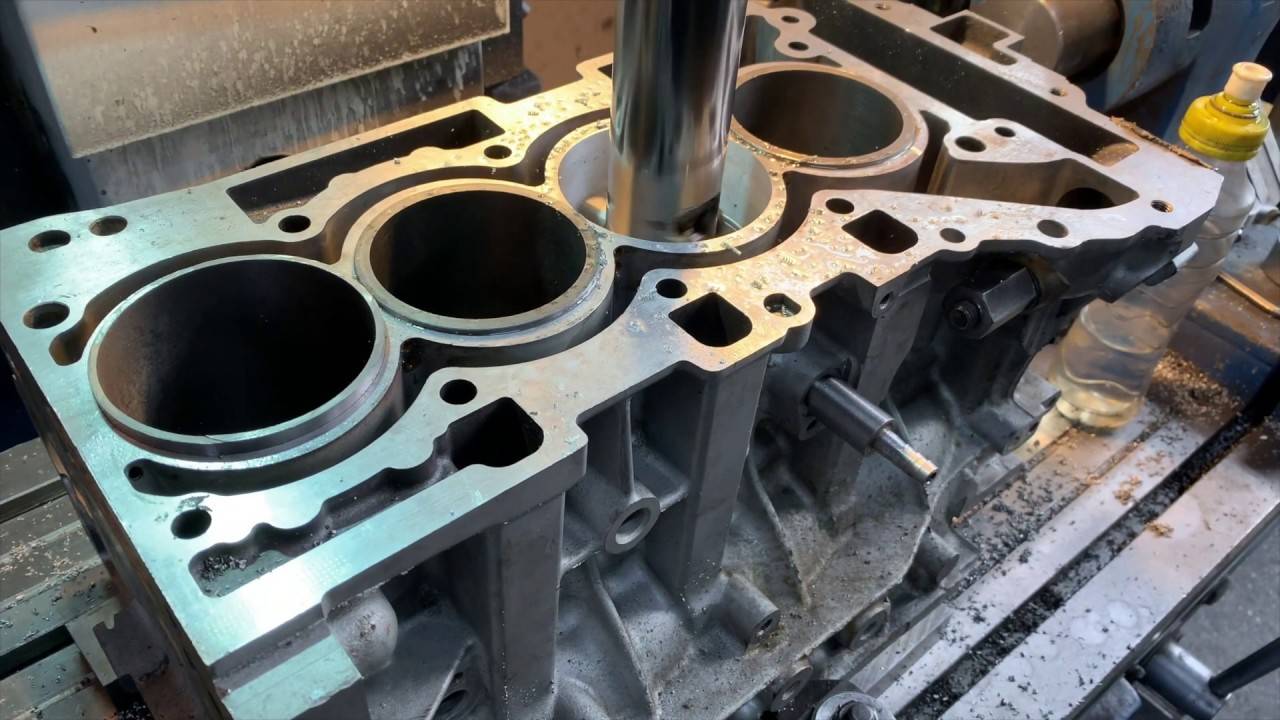
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже
Удачи вам и не забывайте оставлять комментарии ниже.
Источник
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.





