гильзы цилиндра газ 21 не вытаскивается из блока гильза Оценка:
#1 patriot
- Гуру
- Группа: Пользователи
- Сообщений: 231
- Регистрация: 08 Июль 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: Ташкент
- Настоящее имя: Юрий
- Автомобиль: Волги
- Возраст: 58
- Отношение к аутентичности: Не выбрано
#2 Tixomir
- Авто-доктор
- Группа: Пользователи
- Сообщений: 6 389
- Регистрация: 23 Март 08
- Поблагодарили: 0
- Пол: Мужчина
- Настоящее имя: Владимир
- Возраст: 52
- Отношение к аутентичности: На себя посмотри!
#3 салгир
- Верховный шаман
- Группа: Пользователи
- Сообщений: 2 366
- Регистрация: 06 Январь 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: НСО.Г. Барабинск.
- Настоящее имя: Игорь
- Автомобиль: газ-21И1962 белый+газ-21И1961 синий, ГАЗ-69 1970г
- Возраст: 99
- Отношение к аутентичности: Сторонник модернизаций
#4 Manson
- маньяк
- Группа: Пользователи
- Сообщений: 900
- Регистрация: 08 Ноябрь 06
- Поблагодарили: 0
- Пол: Не определился
- Отношение к аутентичности: Незначительные изменения
#5 patriot
- Гуру
- Группа: Пользователи
- Сообщений: 231
- Регистрация: 08 Июль 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: Ташкент
- Настоящее имя: Юрий
- Автомобиль: Волги
- Возраст: 58
- Отношение к аутентичности: Не выбрано
#6 Майн Рид
- Участник
- Группа: Пользователи
- Сообщений: 13
- Регистрация: 22 Январь 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: Украина
- Настоящее имя: Андрей
- Автомобиль: Газ-21И
- Возраст: 27
- Отношение к аутентичности: Сторонник модернизаций
Отправлено 14 Март 2009 – 11:51
Сообщение отредактировал Майн Рид: 14 Март 2009 – 11:57
#7 patriot
- Гуру
- Группа: Пользователи
- Сообщений: 231
- Регистрация: 08 Июль 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: Ташкент
- Настоящее имя: Юрий
- Автомобиль: Волги
- Возраст: 58
- Отношение к аутентичности: Не выбрано
#8 Майн Рид
- Участник
- Группа: Пользователи
- Сообщений: 13
- Регистрация: 22 Январь 08
- Поблагодарили: 0
- Пол: Мужчина
- Город: Украина
- Настоящее имя: Андрей
- Автомобиль: Газ-21И
- Возраст: 27
- Отношение к аутентичности: Сторонник модернизаций
#9 Tixomir
- Авто-доктор
- Группа: Пользователи
- Сообщений: 6 389
- Регистрация: 23 Март 08
- Поблагодарили: 0
- Пол: Мужчина
- Настоящее имя: Владимир
- Возраст: 52
- Отношение к аутентичности: На себя посмотри!
Перебирал Уазик другу,так съёмником пытались вытащить гильзы ,которые лет 20 не вынимались из блока ,причём тосола движок не видывал а ездил только на воде. После того как две шпильки “полезли” из блока другого выхода просто небыло как выбивать их со стороны КВ ! Так,что молоток и кувалда иногда делают своё дело,но насчёт долго подумать перед такой процедурой ,конечно надо,тут patriot прав на 100%.
А выступающюю часть гильзы не возможно “разбить” так что-бы она мешала выпрессовке ,гильза почти вся чугунная и она просто крошится!
Сообщение отредактировал Тихомир: 15 Март 2009 – 18:33
#10 Napalm
- Волгоманьяк
- Группа: Пользователи
- Сообщений: 4 509
- Регистрация: 26 Ноябрь 04
- Поблагодарили: 0
- Пол: Мужчина
- Город: Минск
- Автомобиль: ГАЗ-21М `1963 V8 & ГАЗ-24 `1981
- Возраст: 30
- Отношение к аутентичности: Незначительные изменения
Сообщение отредактировал Napalm: 15 Март 2009 – 21:20
Мат.часть мокрые и сухие гильзы — DRIVE2
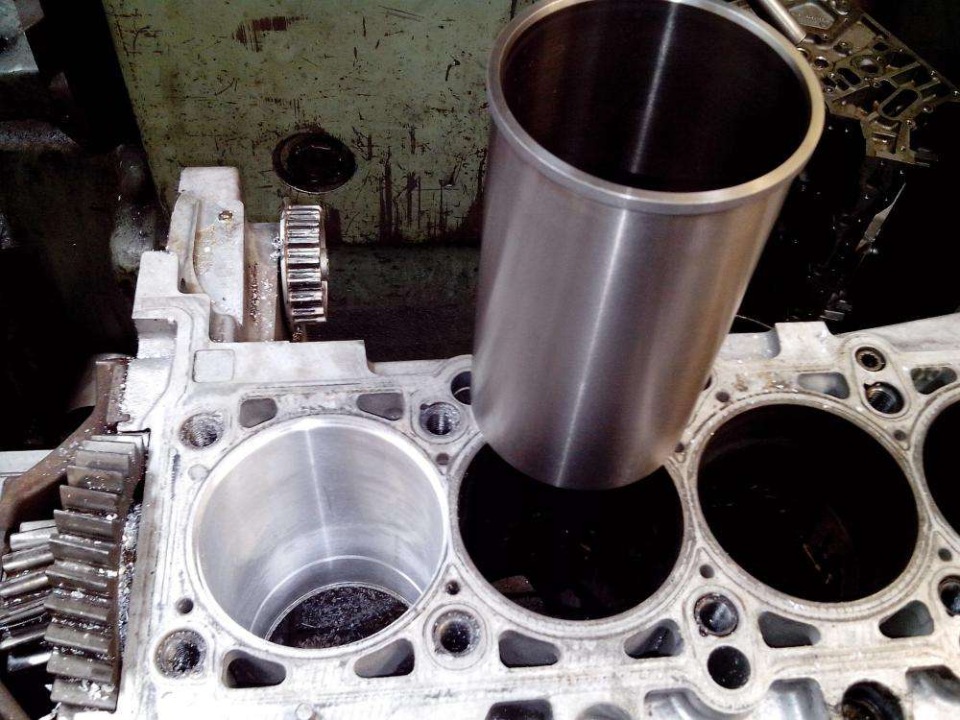
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
www.drive2.ru
Лопнули 4 гильзы, на меня вешают ремонт. В самом ли деле причина — перегрев?
Здравствуйте, меня зовут Геннадий. Водитель.
Хочу выяснить причину поломки двигателя КамАЗа 53212.
Ситуация: после выезда со стоянки проехал 4-5 км, в течении последних 2-х минут движения температура охл. жидкости резко повысилась с прибл. 75 до 100.
Сразу остановился и заглушил.
Перекурил, откопал остатки тосола, поднял кабину, долил прибл. 3 л.
В бачке не видно.
Пошел на ближайший рынок, нашел где набрать воды, набрал, вернулся к машине, решил еще подождать, перекурил, долил 4 литра — получилось полбачка (следовательно изначально было литров 18).
Попытался завести, стартер двигатель не провернул, из выхлопной потек тосол.
Дотянули до СТО, вскрытие, 4 гильзы лопнули, на меня вешают ремонт. Это действительно мои действия привели к этому?
Блок дизелей типа М753 и М756.
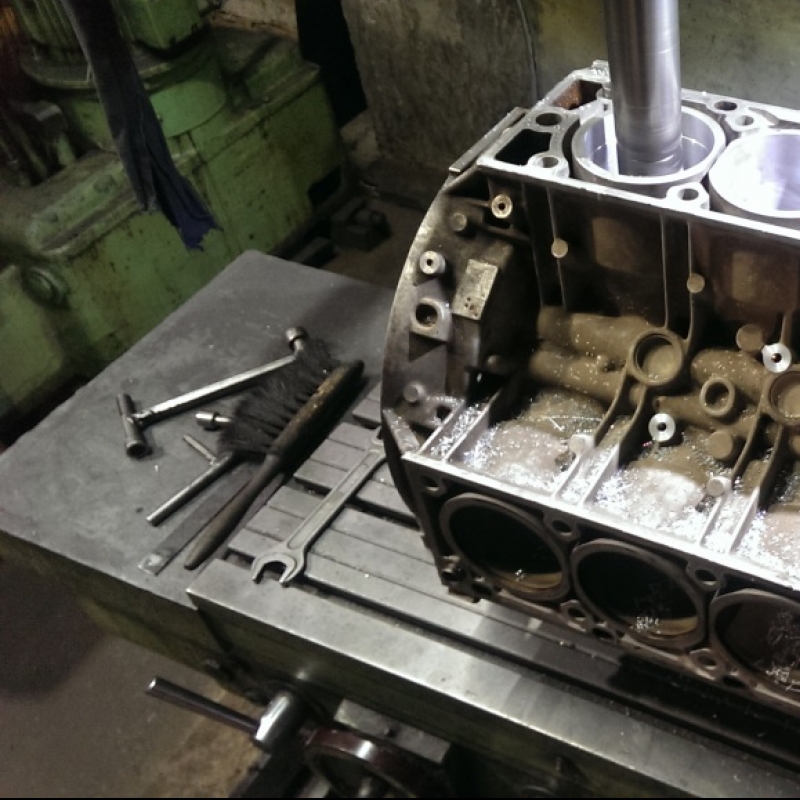
У двигателей М753Б и М756 выпрессовку гильзы 2 с рубашкой 5 (рис. 50) в условиях депо производят после прогрева паром моноблока 1 при помощи винтового приспособления. Это создает при температуре пара 110—120° С ослабление натяга за счет различного расширения алюминиевого сплава и стали. Устранение дефектов у блоков и моноблоков производят наплавкой и заваркой в защитной среде аргона. Для сварочных работ используют установку УДАР-300-2, дающую возможность регулировать сварочный ток в пределах 50—300 а. В качестве присадочного материала применяют проволоку марок АК-6 и АК-10 диаметром 4—5 мм. Перед употреблением проволоку очищают каустической содой 25-процентной концентрации, осветляют в 25-процентном растворе азотной кислоты, а затем промывают в холодной и горячей воде.
Аргон должен соответствовать по своему качеству ГОСТ 10157—62. С давлением 0,5—0,25 кГ/см2 аргон подается через головку, снабженную вольфрамовым электродом. Головка охлаждается водой. Моноблок устанавливают в кантователь и опрессовывают водой с температурой 80—90° С при давлении 4 кГ/см2. Опрессовкой устанавливают места появления течи. Места с трещинами разделывают V-образно. Перед наплавкой и сваркой места, подлежащие исправлению, зачищают щетками, фрезами, шаберами и другими инструментами. Дополнительно эти места с некоторым запасом по площади обезжиривают уайт-спиритом или ацетоном. Моноблок подогревают паром и местным подогревом электронагревателями до температуры около 120° С. В процессе подогрева перед сваркой свободные отверстия выпускных и впускных клапанов и форсунки закрывают асбестом, а внутрь цилиндра в случае наплавки гнезд, клапанов вставляется защитная гильза из негорючего материала. Силу тока регулируют в пределах 220—240 а. По окончании сварки моноблок устанавливают в ящик для медленного охлаждения. Затем вынув из ящика, моноблок опрессовывают; наплавленные места механически обрабатывают. Механическую обработку гнезд под сменные седла клапанов производят фрезой на сверлильно-радиальном станке с таким расчетом, чтобы запрессованное гнездо было вровень с днищем цилиндра. Для· удобства обзора при фрезеровании станок снабжают системой зеркал. Можно устранить течь и другим способом. Так, форсуночное отверстие разделывают с 24 мм до 30—32 мм. Изготовляют сменную втулку с натягом 0,12—0,15 мм. Блок нагревают до температуры 90—110° С, а втулку охлаждают в камере до — 70° С. Затем втулку вставляют и наконец обваривают. Температура — 70° С создается смесью гидролизного спирта с газообразной углекислотой. Гильзу вместе с рубашкой опрессовывают на специальном приспособлении с закрытыми отверстиями для прохода воды. Посадочную часть гильзы смазывают ГЭН-150 и охлаждают в камере до 70° С, затем вставляют в подогретый блок и набивают сальник из резиновых 4 и стальных колец 5 с использованием цилиндрической оправки. Сальник прижимают гайкой 6.
Как происходит процесс растачивания
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.
Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.






И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Как устроен и для чего служит кривошипно-шатунный механизм? 7 основных неисправностей, которые могут возникнуть в его работе
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра

- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Гильза — цилиндр
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера.
| Коленчатый вал. |
Гильза цилиндра 37 изготовлена из специальной сталя и рубашка И — из углеродистой стали, напрессованной на наружный диаметр гильзы. Внутренняя поверхность гильзы для повышения износоустойчивости азотирована на глубину 0 35 — 0 6 мм. На наружной боковой поверхности гильзы нарезаны под.









Гильза цилиндра должна быть износостойкой. В результате трения червяка о внутреннюю поверхность гильзы и химического воздействия материалов и продуктов их разложения гильза интенсивно изнашивается.
Гильзы цилиндров насоса сменные.
Гильзы цилиндров тракторных двигателей служат направляющими для возвратно-поступательного движения поршня. Вместе с поршнем и головкой цилиндров они образуют замкнутый объем, в котором осуществляется рабочий цикл двигателя.
Гильзы цилиндров автомобильных и тракторных двигателей являются крупными тонкостенными втулками. Их изготовляют из заготовок, полученных центробежным литьем, литьем в песчаные формы с корковым стержнем и литьем в оболочковые формы. Наиболее часто гильзы обрабатывают по следующему технологическому маршруту: черновое и получистовое растачивание; черновое и получистовое обтачивание; закалка с помощью ТВЧ и отпуск; чистовое растачивание; гидравлическое испытание, предварительное и чистовое хонингование; шлифование поясков и бурта; подрезка торцов и обтачивание наружной поверхности бурта; тонкое хонингование.
| Конструкция гильз цилиндров. |
Гильзу цилиндров устанавливают в блок-картер сверху. Бурт / входит в кольцевую выточку блок-картера. Нижняя часть гильзы размещается в гнезде подвижно, благодаря чему не возникает препятствий изменению ее длины при нагревании и охлаждении. Чтобы предотвратить просачивание воды из рубашки в картер, в канавки гнезда или на гильзе устанавливают уплотняющие кольца 6, изготовленные из специальной резины. В двигателях с воздушным охлаждением каждый цилиндр изготавливается отдельно.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров более износостойкие, хотя и дорогостоящие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У неко — торых двигателей в верхнюю наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна ( например, нирезиста), чем значительно увеличивают срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 6 — 9, имеют мокрые вставные гильзы.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
Все гильзы цилиндров в отремонтированном двигателе по внутреннему диаметру должны иметь один и тот же ремонтный размер.
Качество гильз цилиндров часто низкое — эллипсность и конусность превышают 0 10 мм, а 0 03 — 0 05 мм — обычное явление. Следовательно, при наличии таких гильз самые лучшие по прилагаемое в эталонной гильзе кольца покажут повышенный расход масла.
| Среднее значение максимальных. |
Износ гильз цилиндров после пробега до 200 тыс. км для большинства двигателей не превышал 0 1 мм, при этом средний темп изнашивания составил 0 7 жк / 1000 км, что значительно ниже, чем у двигателей ЗИЛ-120, имеющих хромированное верхнее компрессионное кольцо, для которых темп изнашивания гильз цилиндров составляет 4 5 Л1В / 1000 км.
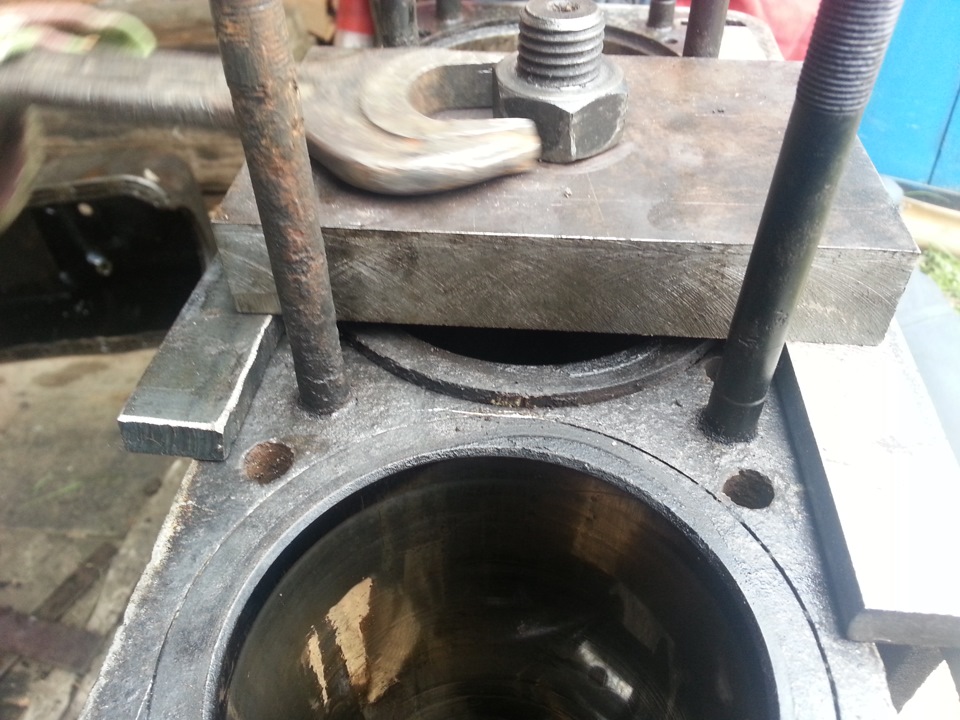
Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
Это интересно: Самостоятельная выгрузка двигателя
https://youtube.com/watch?v=I85ExprEodI
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала
На данном этапе очень важно выдержать необходимую форму паза.
Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.
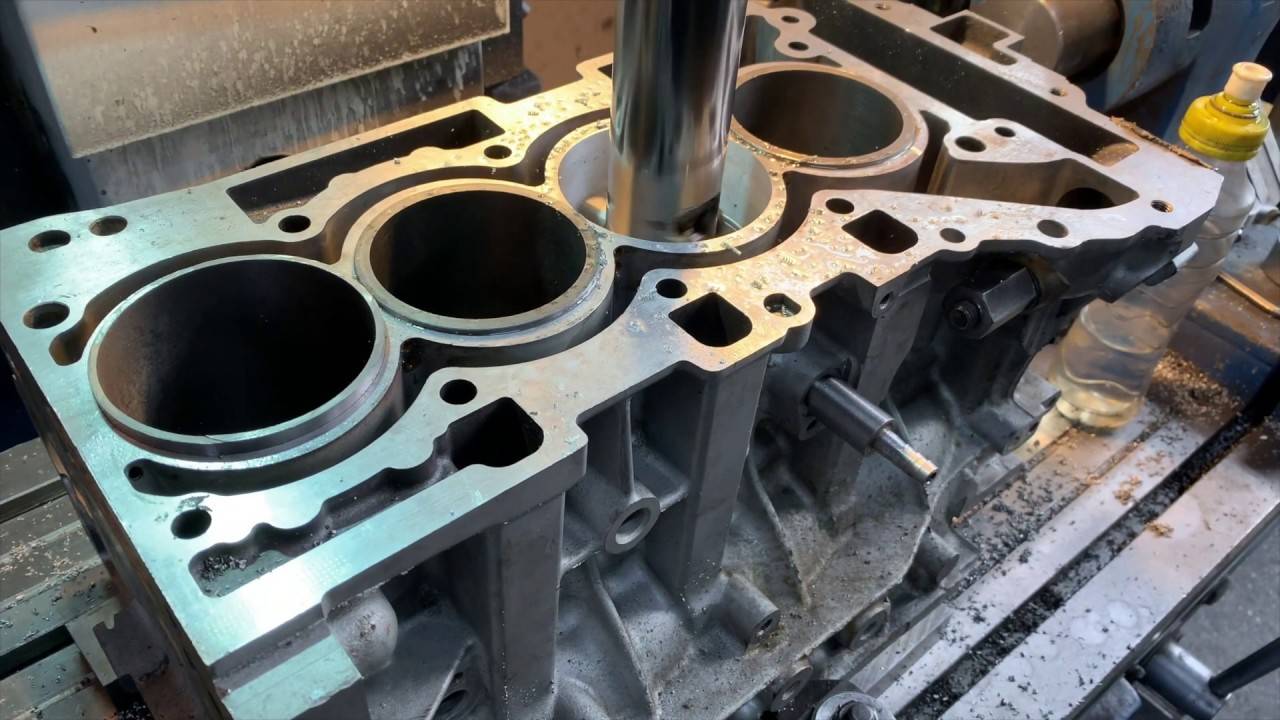
Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.
Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
Дальнейшее развитие и неремонтопригодные блоки
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.

Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.










В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.
Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.