

Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Как проводится притирка клапанов?
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором — вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.
Прежде всего, стоит сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.
Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой — на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно — немного увеличится время работы.
Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.









Какие функции выполняет притирочная паста
Любой клапан двигателя внутреннего сгорания состоит из двух конструктивных элементов — тарелка и ножка. Тарелка имеет вид плоского диска, который расположен на конце ножки. Она плотно прилегает к посадочному месту на моторе (это место называют седлом). Тарелка должна плотно прилегать к седлу, чтобы обеспечивалась полная герметичность соединения. Такое жесткое требование имеет простое объяснение — чем плотнее будет расположена тарелка к седлу, тем меньше будут теплопотери движка и теме выше будет КПД двигателя внутреннего сгорания. В идеальном сценарии теплопотери стремятся к нулю, а все тепло идет на выполнение полезной работы.
Однако добиться плотного прилегания тарелки к селу удается не всегда. Эта проблема осложняется еще и тем, что в случае длительной эксплуатации движка на поверхности клапанных тарелок образуются мелкие повреждения, накипь, ржавчина, что приводит к снижению герметичности соединения. Чем дольше эксплуатируется двигатель, тем сильнее ослабевает герметичность соединения. Применение ПП позволяет решить следующие инженерные задачи:
- Восстановление естественной герметизации. Фактически ПП является абразивом, а во время обработки происходит удаление ржавчины, накипи, сколов, царапин, заусениц. В результате обработки тарелка становится гладкой, прямой, однородной. Это приводит к более плотному прилеганию тарелки к седлу, что увеличивает герметичность.
- Уменьшение масла на угар. Дополнительно устранение внешних дефектов приводит к тому, что во время работы двигателя не происходит выброс масла. Благодаря этому снижается количество масла на угар, что минимизирует риск образования накипи, нагара, ржавчины.
- Восстановление компрессии движка. Из-за мелких дефектов на поверхности компрессионного диска снижается коэффициент полезного действия движка. Обработка позволяет восстановить естественную компрессию, что также нормализует уровень КПД двигателя.

krassawa › Блог › Притирка клапанов: делаем правильно

Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.3. Новые клапана.4. Непосредственно сам инструмент для притирки клапанов.С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
• гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
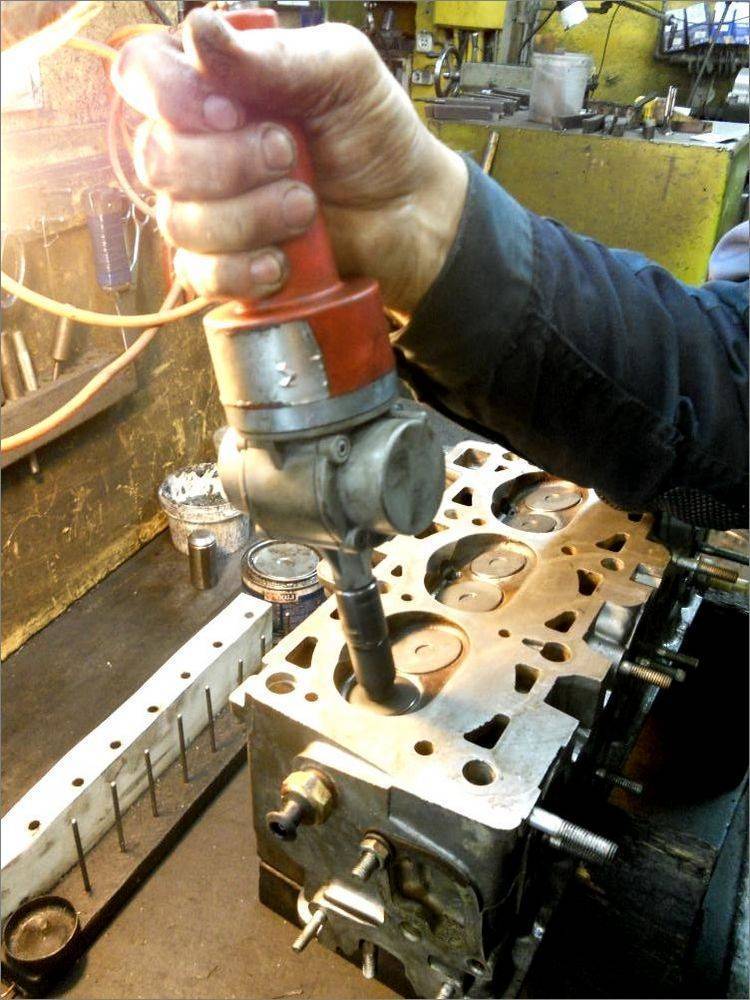
Способ 3 пневмоинструмент для притирки клапанов вращением
Какие двигатели ваз гнут клапана. 3 движок при обрыве ГРМ гнет клапана или нет
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.









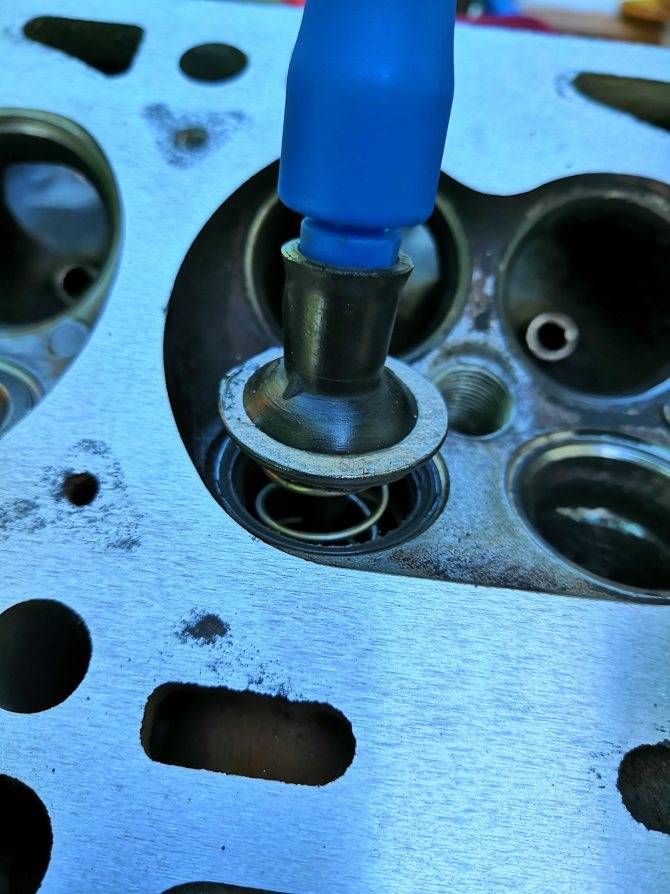
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.

Статья в тему: Выбор автохолодильника
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Финишная притирка клапанов без абразивной пастой Фабо
Всех приветствую. Решил заняться доработкой гбц, расточка каналов, замена направляющих, замена клапанов, прирезка, притирка седел клапанов. Встал вопрос о выборе пасты. Давно уже видел и слышал о пасте ВМПАвто, зашел на их сайт. По мимо пасты абразивной класической для притирки фаски седла и клапана, для лучшей герметичности, увидел финишную пасту для окончательной притирки фаски седла и клапана, стало интересно. На сайте обещают что эта паста даёт покрытие в микронах на рабочей поверхности из цветных металлов, в основном медь и олово в итоге имеем бронзовое покрытие. Информация с сайта ВМПАвто: ПАСТА ФАБО — принцип работы заключается в образовании бронзовых поясков на седле и клапане. Это обеспечивает наиболее высокую герметичность — 0,97атм, лучший отвод тепла и мягкую работу двигателя. www.smazka.ru/production/pritirochnye-pasty/pritirochnaya-pasta-fabo-dlya-klapanov/
После полазил по интернету, нашел информацию о патенте этой канторы www.findpatent.ru/patent/224/2247768.html. Там описанна присадка в масло работающая на том же принципе что и эта паста. Смысл этого маталлоплакирующего вещества что соли металлов и мелкая, просто наномелкая стружка цветных металлов попадает в микропоры и микротрещены забиваясь туда, саздавая более гладкую, с низким трением, поверхность из цветного металла которая препятствует износу поверхности трения, по райней мере отодвигает иоиент износа этих трущихся деталей.
На стадии притирки действительно паста покрыла седло клапана и саму рабочую поверхность клапана металлом. По ощещениям клапан как будто прилипает и не хочет вращаться по седло если его придавить пальцами и попытаться повращать, как будто поверхность магкая и вязкая. А вот до притирки этой пастой на сухую клапан вращался впринципе легки. Герметичность тут без вопросов. На этой стадии к пасте вопросов нет, притер классической пастой, потом пастой Фабо и получил бронзовое покрытие. Вопрос тепер в ресурсе на практике, как будет ходить покажут годы, а пока результатом доволен.
www.avtoall.ru
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Проверка качества выполненной работы
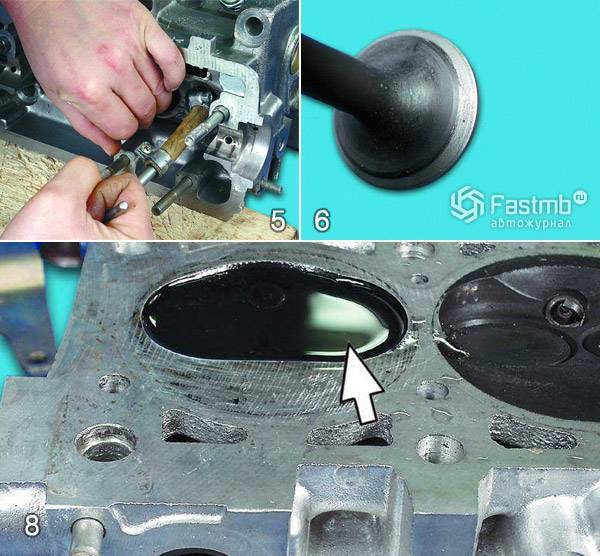
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».









Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
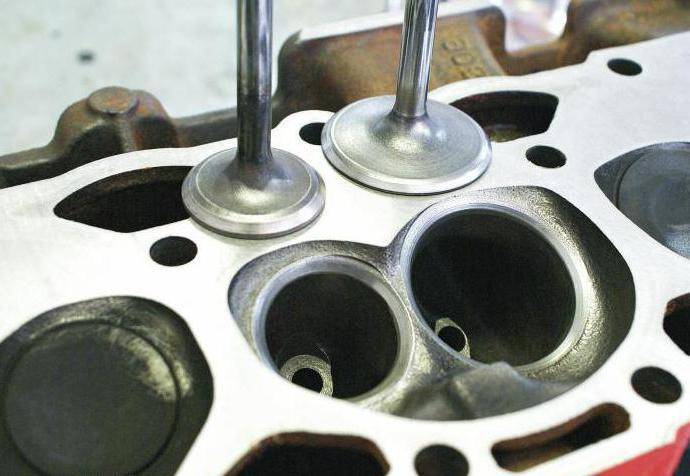
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Нанесите на рабочую фаску клапана тонкий слой притирочной пасты
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу
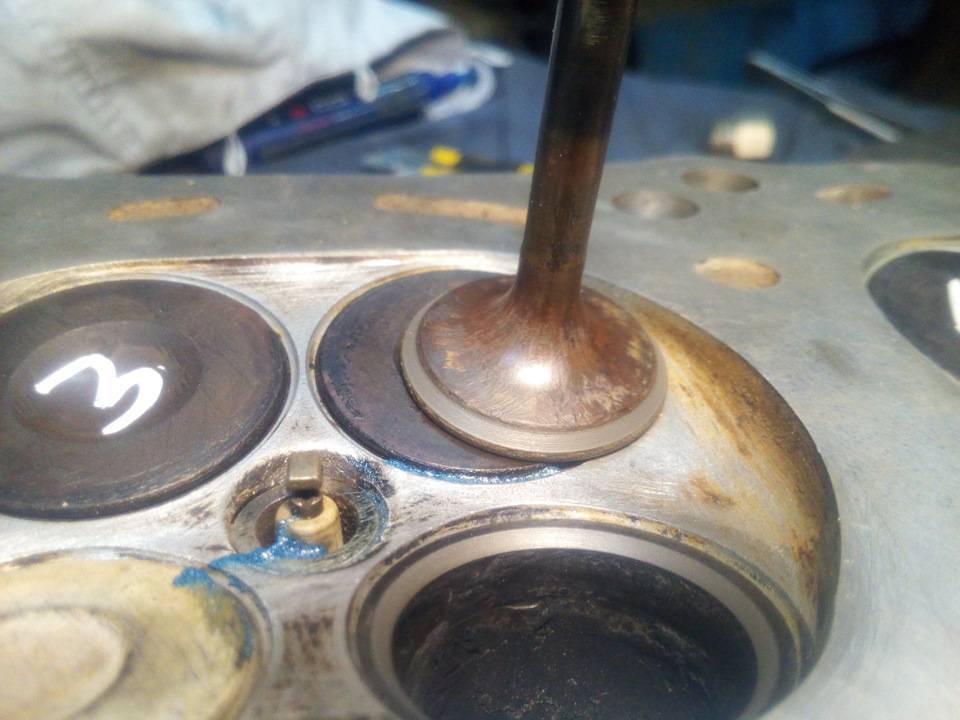
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Способы притирки
Существует несколько способов притирки. Каждый имеет свои особенности, которые описаны ниже.
Будет полезно: Как отбалансировать карданный вал своими руками?
Ручные фрезы
Ручная фреза представляет собой палочку с присоской на конце. Процедура проста, как добывание огня. Резиновая присоска устанавливается на тарелку клапана, фаска тарелки и седло предварительно обрабатываются специальной притирочной пастой и начинается вращение полоски между ладонями – влево, вправо. На нормальный клапан, обычно уходит от 15, до 20 минут.









Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.
Станки
Существуют специальные мобильные станки для притирки клапанов. Применяют их профессиональные автослесари, в своих мастерских. Это устройства типа: VM1150, VM1200, VM1350, VM1500 или VM1600. Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.

Верстак и трубка с Т-образной ручкой
Трубка с Т-образной ручкой – ещё одно устройство используемое для бережной притирки клапанов раритетных авто. В данном случае на конце трубки имеется крепление для стержня, а за ручку производится вращение клапана в седле. Способ не терпит спешки и силы. Он снимает минимальный слой с хрупкой и тонкой тарелки клапана. Но времени при таком способе затрачивается довольно много.

Использование дрели
Использование электрической дрели – самый спорный способ в среде профессиональных автомастеров. При этом способе шток клапана зажимается в самом патроне дрели или через гибкий резиновый шланг. Дрель при этом должна быть реверсивной, с возможностью вращать шток в обе стороны на сверхмалых скоростях. Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.

Процесс притирки
Клапан рассухаривается и снимается, после чего на край его тарелки, в месте, где он упирается в седло, наносится тонкий слой притирочной пасты. Обработанный таким образом клапан вставляется в направляющую и полностью утапливается в седло.
С обратной стороны его хвостовик зажимается фиксирующим приспособлением или трубкой и начинается процесс притирки. Для этого он проворачивается приблизительно на пол-оборота, потом поднимается вверх, с легким усилием снова опускается в седло, при этом должен быть слышен легкий шлепок, и проворачивается на пол-оборота в обратную сторону. Этот процесс продолжается около 2 минут, после чего требуется проверить притирку. Нужно отметить, что паста имеет специально подобранную консистенцию, которая идеально проявляется при обработке поверхности в течение не менее 2 минут, ее элементы разбиваются, обеспечивая более высокое качество притирки.

Сделать проверку степени притертости достаточно просто. Сначала снимается приспособление, удерживающее хвостовик клапана, он снимается, промывается и внимательно осматривается. Снятая фаска на тарелке не должна иметь никаких видимых изъянов – царапин или раковин. Если видны такие повреждения, операцию нужно повторять до тех пор, пока не появится ровная гладкая поверхность.

После визуальной проверки нужно провести тест на протекание. Для этого клапан тщательно промывается бензином, таким же образом вымывается седло, чтобы можно было максимально плотно усадить в него тарелку. Далее в выхлопной колодец вновь заливается жидкость, правильно притертый клапан не будет пропускать ее, на поверхности не появятся разводы, он должен остаться полностью сухим в течение не менее 2 минут.
При работе резиновой трубкой процесс производится таким же способом, но при этом затрудняется хлопок клапана об седло, поэтому притирка производится вращательными движениями при натяжении трубки. Более опытным автолюбителям можно посоветовать подсоединить конец трубки к дрели и проворачивать клапан в седле на сниженных оборотах. При этом через каждые 10 секунд нужно включать реверс, чтобы выработка металла на тарелке проходила равномерно.
В случае повреждения посадочного седла для его восстановление требуется специальный инструмент – шарошки. Он сделан по его форме и надевается на дрель, с помощью которой и обрабатывается вся область. Данная работа требует определенной квалификации, а разрушение поверхности седла чаще всего встречается при прогаре клапана, до чего лучше не доводить.
Видео:как притереть клапан и проверить качество притирки
Заключение
Чтобы притереть головку клапанов, опытному автолюбителю не придется обращаться в специализированное СТО. При работе понадобится простое приспособление, с помощью которого надежно зажимается хвостовик клапана. Это позволяет одновременно притирать и пристукивать его к седлу, что повышает эффективность процедуры. Нужно знать, что процедура притирки потребуется при установке новой детали и при капитальном ремонте двигателя.
Правильно проведенная притирка повысит динамические характеристики двигателя, позволит экономить топливо, при этом раскаленные газы не повредят клапанную систему и двигатель проходит намного дольше.
Печать
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.










Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
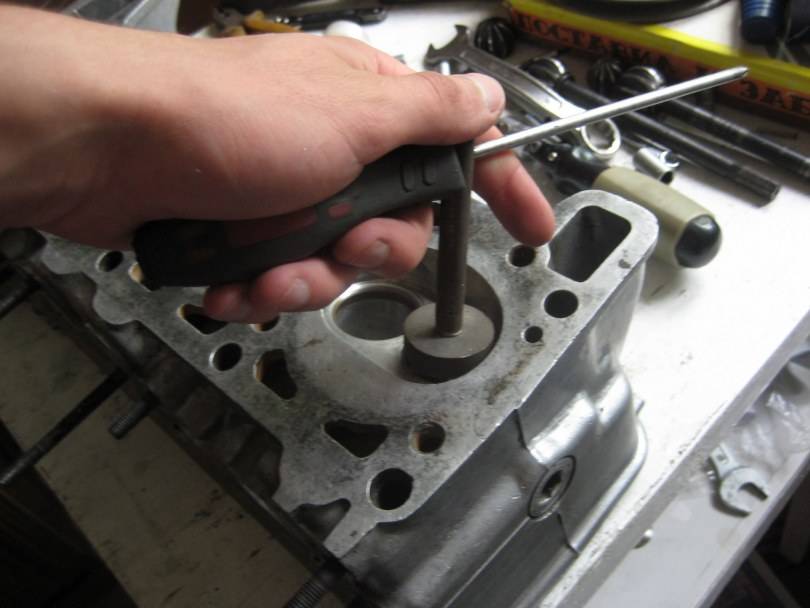
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.





