Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.








Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Что делать, если в моторе появились задиры
Сейчас сосредоточимся на том, возможно ли удалить дефект, если образовалась задира, но без разбора блока цилиндров. Конечно, эту проблему без визуального подтверждения крайне сложно диагностировать. Самым распространенным фактором при этом является потеря мощности и компрессии двигателя. Как уже говорилось, этот симптом также характерен для прогара клапанов или сбоя в топливной системе.

Если все эти причины устранены, но нужного результата не были получены, тогда большая вероятность, что в цилиндре (с низкой компрессией) образовалась задира. Эту неисправность нельзя игнорировать, потому что даже незначительная проблема очень скоро причинит сильный износ пары поршень-цилиндр.
Если задиры еще совсем небольшие
Первое, что можно попробовать сделать, прежде чем приступать к разборке двс, это использовать средство, которое имеет триботехнический состав. Это вещество, которое при определенных условиях на металлической поверхности создает прочную пленку, предотвращая повышение силы трения между поврежденными деталями.

Такие средства добавляются в масло для мотора. Присадка начинает действовать в зависимости от особенностей состава. На сегодняшний день существует большое разнообразие подобных средств. Один из таких составов – Suprotec Active Plus, который изготавливает отечественная компания.
Присадка Супротек Актив Плюс в масло двигателя
Особенность данной продукции заключается в том, что трибосостав актив плюс восстанавливает поверхность, если стенка цилиндра имеет небольшие повреждения (износ не должен превышать несколько десятых доли миллиметра).
Чтобы состав супротек имел положительный эффект, нужно следовать рекомендациям производителя. Если восстановление мотора будет выполняться с нарушением этих требований, вещество не сработает.

Достоинство данной присадки в том, что превышение дозировки не причинит вред агрегату. Правда, и эффекта от нее тоже не будет. По этим причинам нужно серьезно подходить к этому этапу. Если были соблюдены все требования производителя, но желанного результата не наблюдается, значит, проблема более серьезная.
Когда присадки не помогают
Ни одна присадка не поможет устранить крупные задиры. В этом случае потребуется только полная разборка силового агрегата, растачивание цилиндров и последующее хонингование их поверхности. Сам этап нанесения соответствующей насечки не трудоемкий. Сложнее сделать другие ремонтные работы
Единственное важное условие – тот, кто будет выполнять ремонт, должен разбираться в тонкостях особенно завершающего этапа обработки двигателя

Знания слесарного дела пригодятся для того, чтобы в точности выдержать равномерность и угол наклона образовавшихся насечек. В гаражных условиях для этого используется специальный абразивный ерш. На более профессиональном уровне хон выглядит в виде стержня, который с одной стороны вставляется в патрон токарного станка, а с другой стороны оснащен тремя брусками с соответствующим материалом, способным оставить после себя микроскопические царапинки.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.









2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Хон двигателя,что такое и для чего?
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать ремонтно восcтановительным составом Rvs-Master?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
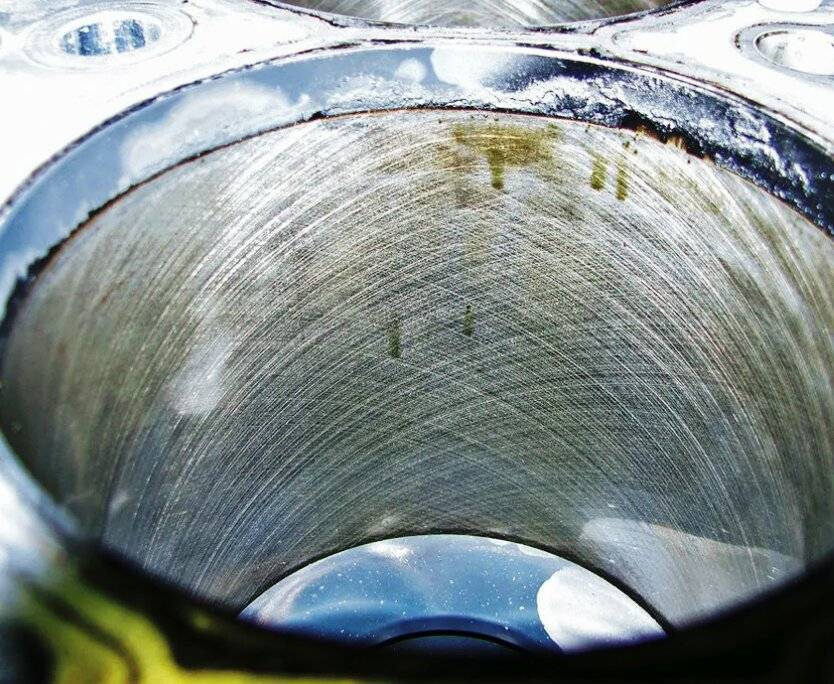
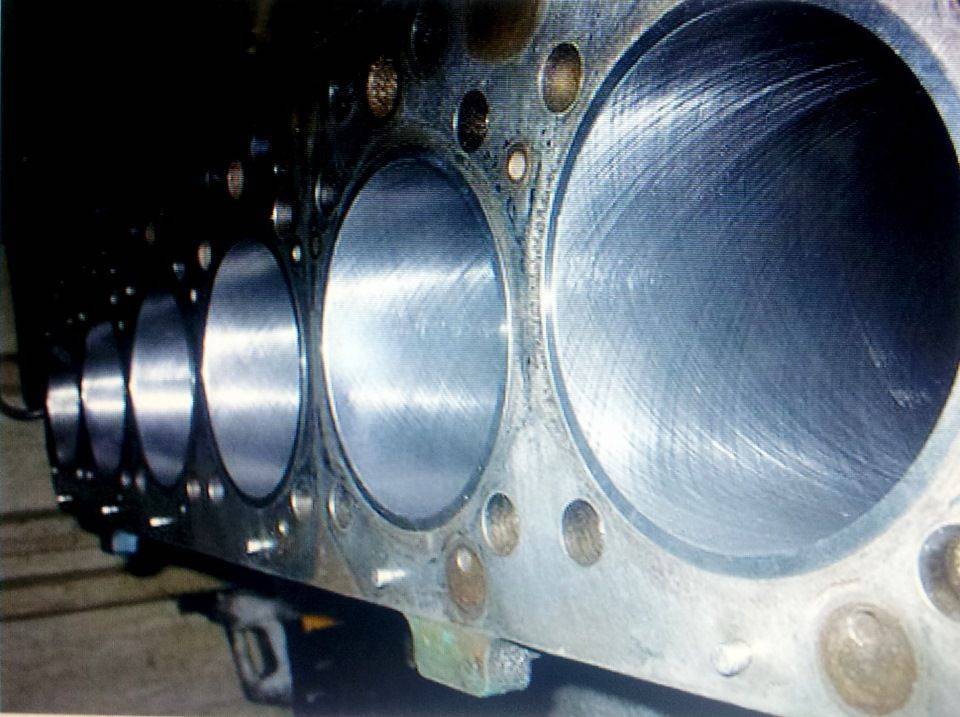
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.








Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием
. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называетсяабразивным износом .
Хонинговальные станки
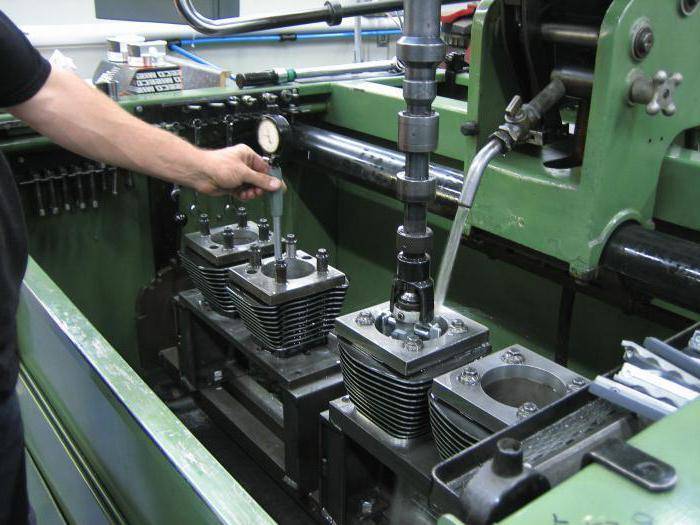
В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили. Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
Преимущество заводского хонингования Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
- Равномерность износа хонингования Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
- Одинаковый хон или разный Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
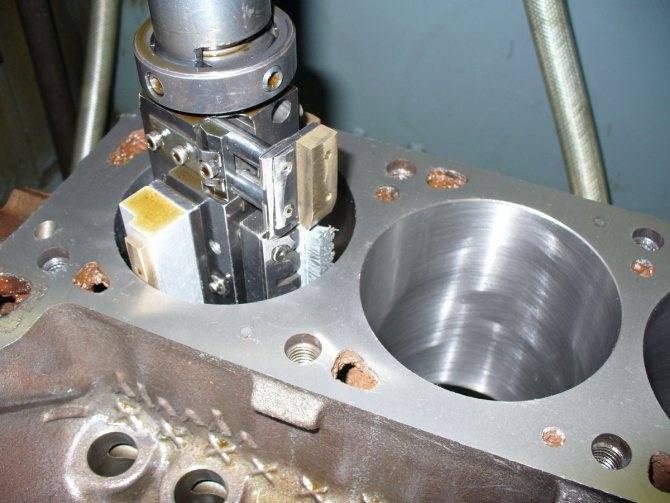
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
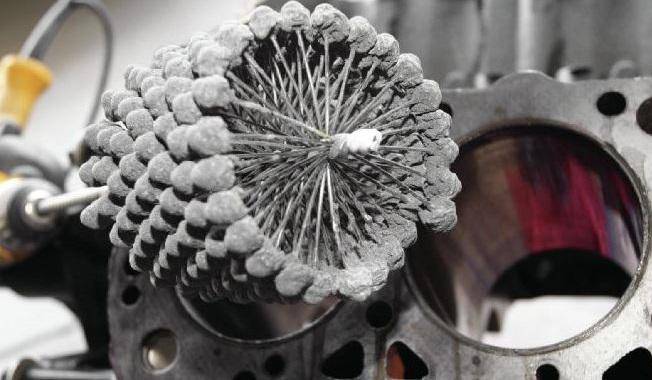
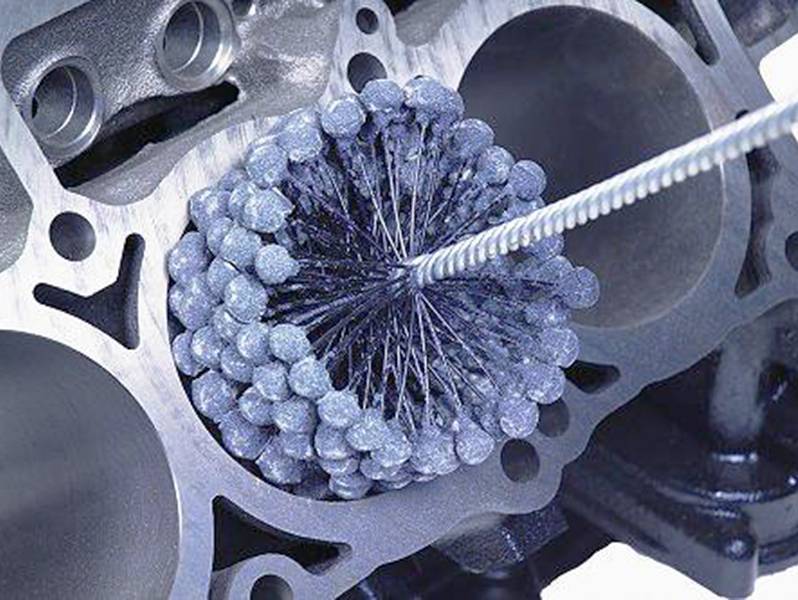
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Профессиональные услуги
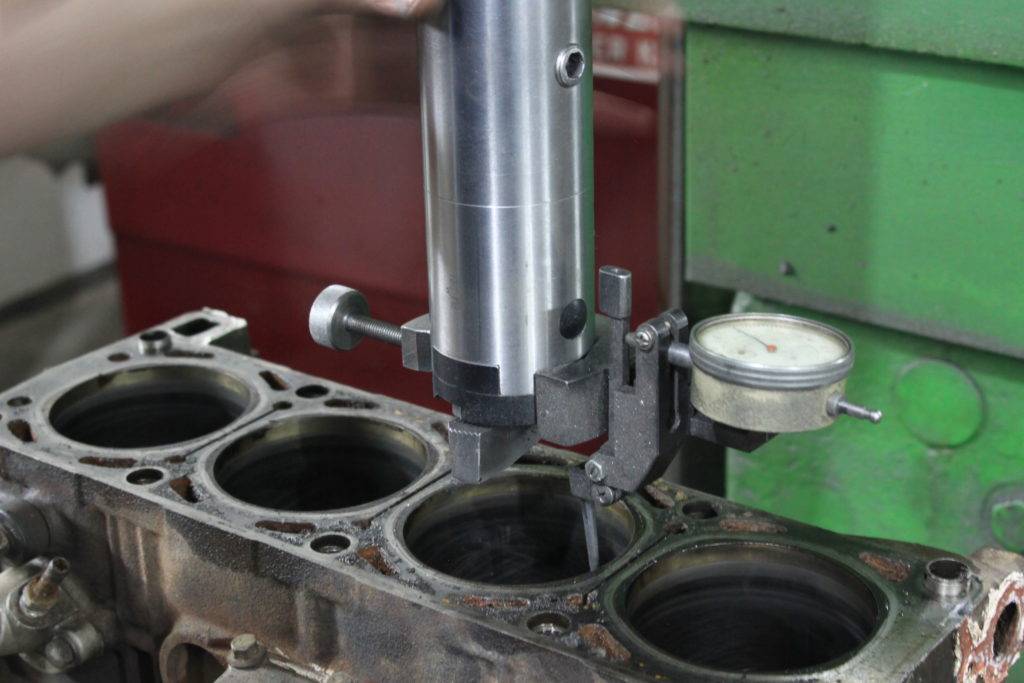
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.








Как выполняется расточка
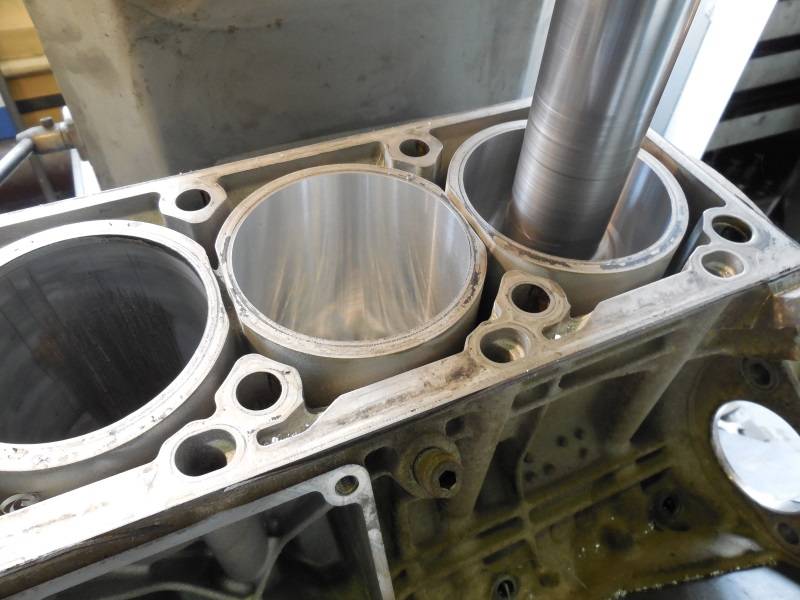
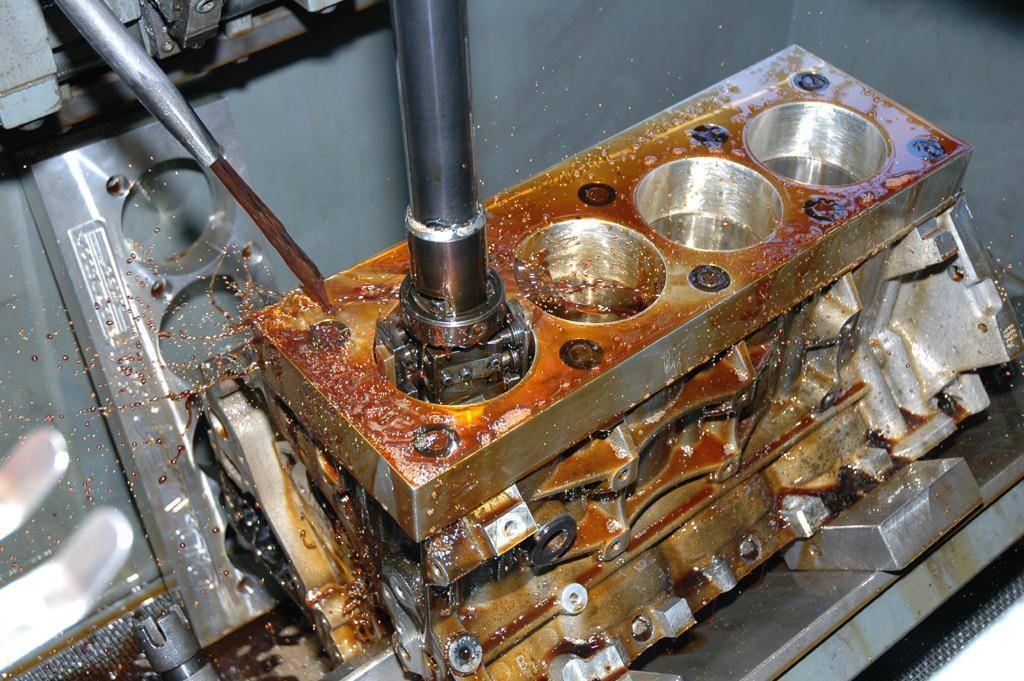
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка в моторное масло «Супротек Актив Плюс»
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
подробнееотзывы
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.









Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Читать далее: Технология покраски автомобиля
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).