Ремкомплект
В ремкомплект коленвала серии КамАЗ 740 включен целый набор деталей. Основные из них:
- Стопорные и пальцевые элементы.
- Поршни с комплектом колец.
- Уплотнительные детали.
- Цилиндровая гильза.
В блоке цилиндров установлены охлаждающие форсунки, которые необходимы для подачи смазывающей жидкости под давлением в пределах 0,8/1,2 атмосфер от основной магистрали. Такие показатели устанавливают при помощи корректирующих клапанов. Масло поступает во внутренние поверхности поршней.
При сборке двигателя важно обеспечить точный контроль расположения трубок форсунок по отношению к цилиндрам и гильзам поршня. Отметим, что непосредственный контакт со второй деталью недопустим. Для соединения поршня с шатуном используется плавающий палец, который сделан с применением хром-никелевой стали
Чтобы предотвратить осевые смещения этой детали, устанавливают специальные стопорные кольца
Для соединения поршня с шатуном используется плавающий палец, который сделан с применением хром-никелевой стали. Чтобы предотвратить осевые смещения этой детали, устанавливают специальные стопорные кольца.

Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.

Это интересно: Технические характеристики 4B11 2,0 л/165 л. с.
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
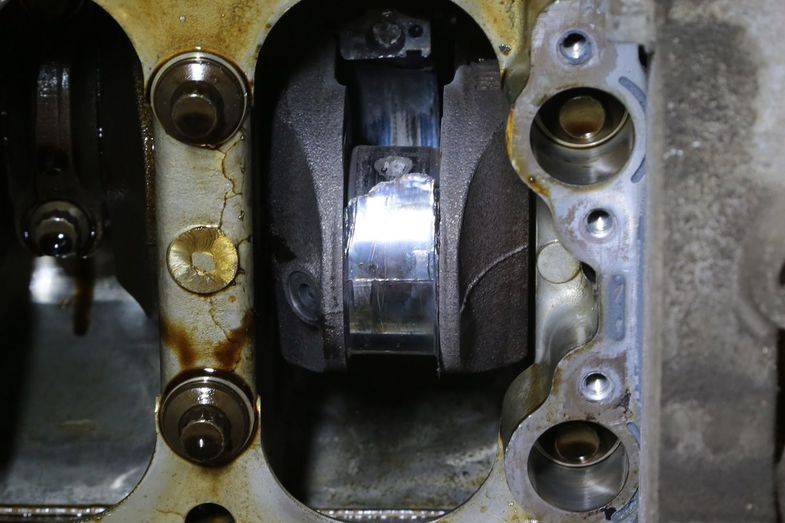

Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Растачивать коленчатый вал или нет
Теперь надо определить надо растачивать коленчатый вал или нет, обратите внимание на шейки коленчатого вала, видны на шейках риски и волнообразные канавки, проведите пальцем по шейке, если видны на шейке риски, канавки и проведя пальцем почувствуете малейшую волнистость даже не задумывайтесь, везите на расточку коленчатый вал. Но не покупайте сразу вкладыши на коленвал, после расточки расточник скажет какие надо покупать вкладыши, так как бывает из за большого износа шеек коленчатого вала растачивают на два размера больше
Фото. Сильно выработанная шейка коленчатого вала Волги
Редко бывает и так шейки коленчатого вала на вид хорошие, обратите внимание на коренные вкладыши и если на вкладышах увидите блестящею потертость это говорит о том что коленвал прослабленный и имеет большой зазор, и болтаясь во вкладышах набивает блестящие полоски
Фото. Вкладышы с признаками большого износа коленвала
Но не спутайте, также блестящие полоски на вкладышах могут и появиться при установке коленвала при закручивании подушки с вкладышем, когда коленвал получается зажатым, и еле прокручивается или клинит. В этом случае, первое шлифовщик допустил ошибку при шлифовке коленвала, второе под вкладыш попал мусор, поэтому при установки вкладышей тщательно протирайте постели (то место куда устанавливается вкладыш называется постель).
Если просто заменить вкладыши не шлифуя изношенный коленвал, то это все равно что выкинуть деньги на ветер, эффект будет нулевой. Также если в двигателе до ремонта было очень слабое давление масла (на холостых горит лампочка давления), это уже говорит о том, что надо растачивать коленвал под ремонтные вкладыши.
Лучше не полениться и отвезти коленвал на расточку, и переплатить немного денег, чем просто заменить вкладыши.
Железо не обманешь!
Используя эти советы сможете легко определить без микрометра надо шлифовать коленчатый вал или нет.
Таблица ремонтных вкладышей
Таблица Б. 1
ТАБЛИЦА РЕМОНТНЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
Обозначение | Диаметр коренной шейки, мм. | Диаметр отверстия в блоке цилиндров, мм. |
740.60-1005170Р01 740.60-1005171 Р01 | 94,75 | 100 |
740.60-1005170 Р02 740.60-1005171 Р02 | 94,5 | 100 |
740.60-1005170 Р03* 740.60-1005171 Р03* | 94,25 | 100 |
740.60-1005170 Р10* 740.60-1005171 Р10* | 95 | 100,5 |
740.60-1005170 Р11* 740.60-1005171 Р11* | 94,75 | 100,5 |
740.60-1005170 Р12* 740.60-1005171 Р12* | 94,5 | 100,5 |
740.60-1005170 Р13* 740.60-1005171 Р13* | 94,25 | 100,5 |
Таблица Б.2
Обозначение | Диаметр коренной шейки, мм. | Диаметр отверстия в блоке цилиндров, мм. |
7405.1005170 Р1 7405.1005171 Р1 | 94,5 | 100 |
7405.1005170 Р2* 7405.1005171 Р2* | 94 | 100 |
7405.1005170 Р3* 7405.1005171 Р3* | 95 | 100,5 |
7405.1005170 Р4* 7405.1005171 Р4* | 94,5 | 100,5 |
ТАБЛИЦА РЕМОНТНЫХ ВКЛАДЫШЕЙ НИЖНЕЙ ГОЛОВКИ ШАТУНА
Таблица В.1
Обозначение | Диаметр шатунной шейки, мм. | Диаметр отверстия в кривошипной головке шатуна, мм |
740.60-1004058Р01 | 79,75 | 85 |
740.60-1004058Р02 | 79,5 | 85 |
740.60-1004058Р03* | 79,25 | 85 |
740.60-1004058Р10* | 80 | 85,5 |
740.60-1004058Р11* | 79,75 | 85,5 |
740.60-1004058Р12* | 79,5 | 85,5 |
740.60-1004058Р13* | 79,25 | 85 |
Таблица В.2
Обозначение | Диаметр шатунной шейки, мм. | Диаметр отверстия в кривошипной головке шатуна, мм |
7405.1004058 Р1 | 79,5 | 85 |
7405.1004058Р2* | 79 | 85 |
7405.1004058Р3* | 80 | 85,5 |
7405.1004058Р4* | 79,5 | 85,5 |
* при ремонте коленчатых валов, упрочненных азотированием или карбони грированием, необходимо проведение повторной упрочняющей обработки (карбонитрирование или азотирование) по специальной технологии.
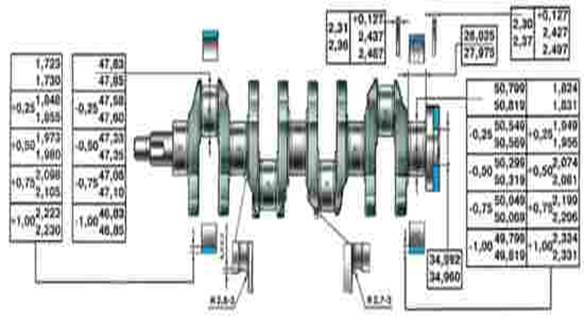
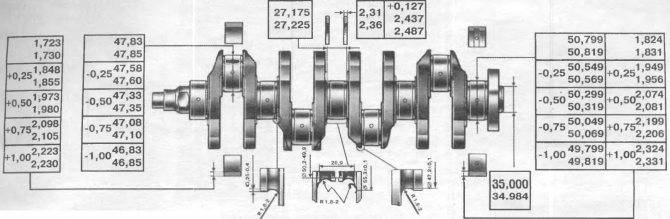
Коленвал КаМАЗ 740, Характеристики коленчатого вала КаМАЗ 740 и ремонтные размеры.
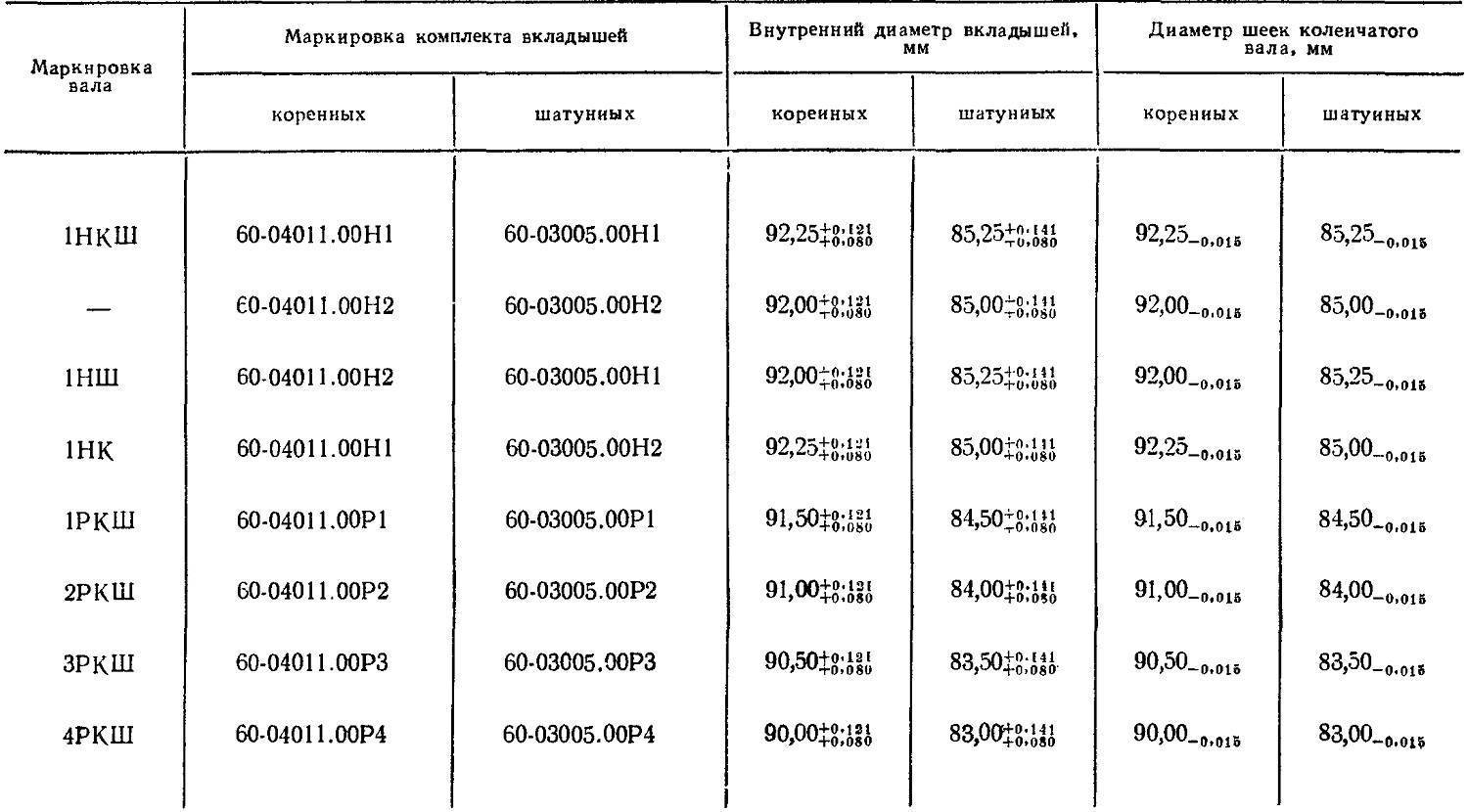
Коленчатый вал КаМАЗ 740 изготавливается из высокоуглеродистой стали методом горячей штамповки а также упрочняется с помощью азотирования или же закалкой токами высокой частоты (ТВЧ). Закалке подвергаются шатунные и коренные шейки. Коленвал КаМАЗ 740 имеет четыре шатунных шейки и пять коренных опор, которые связывают щоки. Шатунные шейки вала изготовлены так, что имеют внутри полости, которые закрываются заглушками. Полости рассчитаны на дополнительную очистку масла посредством центробежных сил.



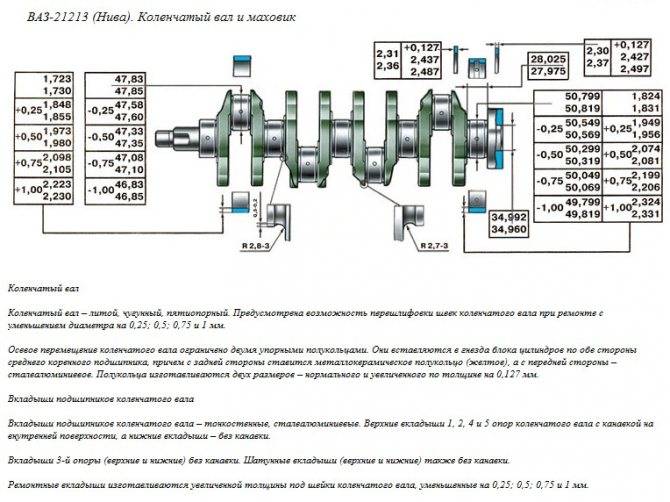


Для уравновешивания центробежных сил на так называемом носке (переднем конце коленвала) и хвостовике (заднем конце коленвала) установлены противовесы которые на щеках они выполнены вцелую с валом, а на носик напрессовываются в момент сборки и зафиксированы с помощью сегментной шпонки.
На переднем конце коленчатого вала закреплена шестерня привода насоса масляного, она является ведущей, а на хвостовике (заднем конце) — шестерня с маслоотражателем распределительная. В передней части (носика) коленчатого вала выполнены отверстия используемые для установки полумуфты. В передней части хвостовика — два отверстия предназначенные для запрессовки штифтов фиксирующих маховик, осевое отверстие для опорного подшипника первичного вала коробки передач и резьбовые отверстия для болтов крепления маховика.
Возможность осевых смещений исключается фиксацией вала с помощью четырех упорных сталеалюминиевых полуколец, которые устанавливаются в выточки блока-картера двигателя и крышки коренной опоре. На задней части (на хвостовике), коленчатый вал уплотнен сальником запрессованным в картер маховика.
Роль шатунных и коренных подшипников выполняют вкладыш которые устанавливаются в так называемые – постели. Вкладыши как коренные так и шатунные изготавливаются из стальной ленты, которая покрыта слоем свинцовистой бронзы. В коренных вкладышах верхние и нижние части не являются взаимозаменяемыми, так как на верхних расположены отверстия подводящие масло и канавки его распределяющие. А вот половинки шатунных вкладышей взаимозаменяемы.
В процессе работы двигателя происходит изнашивание шеек коленчатого вала КаМАЗ, и его разрешается шлифовать четыре раза, а вкладыши существуют выпускаются в семи ремонтных размерах.
Но еще одной особенностью коленвала КаМАЗ есть то, что блок и шатуны тоже можно растачивать в размер.
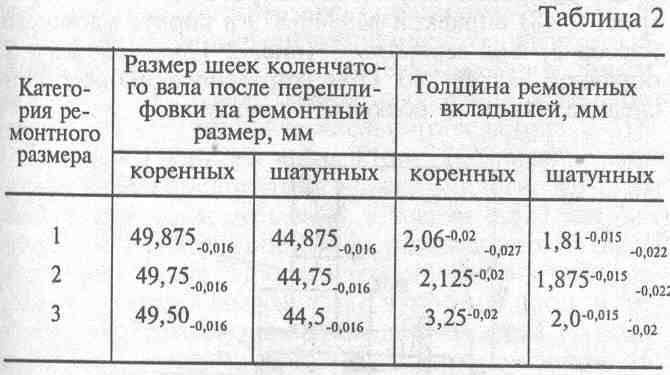
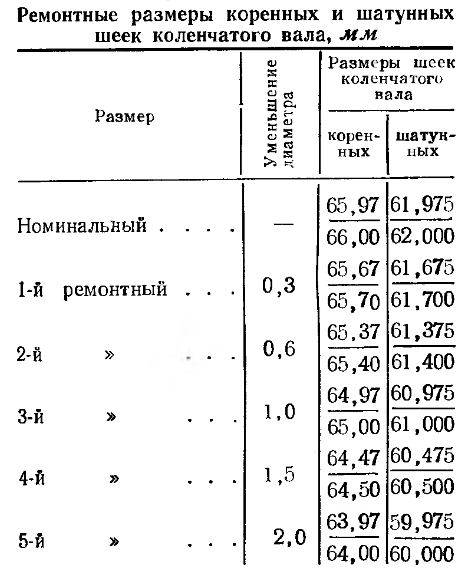
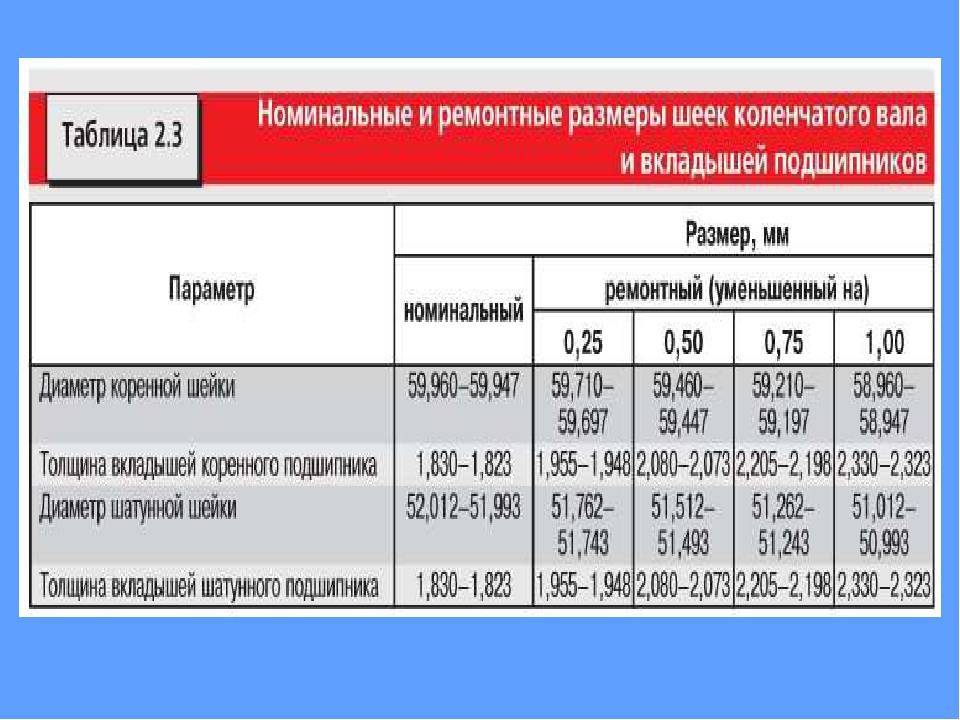
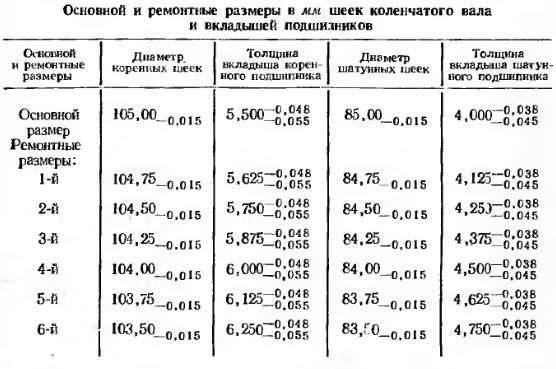
Ремонтные размеры шеек коленчатого вала и постелей под вкладыши
| Шатунный подшипник | Коренной подшипник | ||||
| диаметр, мм | маркировка вкладыша | диаметр, мм | маркировка вкладыша верхнего (нижнего) | ||
| шейки коленчатого вала | постели шатуна | шейки коленчатого вала | постели блока | ||
| 79,50-0,013 | 85,0+0,01 | 740.1004058 Р1 79,50—85,0 | 94,5-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р1 94,50—100,0 |
| 79.00-0,013 | 85,0-0,01 | 740.1004058 Р2 79,00 | 94,0-0,015 | 100,0 -0,21 | 740.1005170 (740.1005171) Р2 94,00—100,0 |
| 80,00-0,013 | 85,5+0,01 | 740.1004058 РЗ 80,00—85,00 | 95,O-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) РЗ 95,00—100,5 |
| 79,50-0,013 | 85,5+0,01 | 740.1004058 Р4 79,50—85,5 | 94,50-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р4 94,50—100,5 |
| 79,00-0,013 | 85,5+0,01 | 740.1004058 Р5 79,00—85,0 | 94,0-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р5 94,00—100,5 |
| 78,5О-0,013 | 85,0+0,01 | 740.1004058 Р6 78,50—85,00 | 93,50-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р6 93,50—100,0 |
| 78,00-0,013 | 85,0+0,01 | 740.1004058 Р7 78,00—85,0 | 93,O-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р7 93,00—100,0 |
Клейма ремонтного размера и диаметров шеек коленчатого вала и постелей в блоке или шатуне наносятся на тыльную сторону вкладыша недалеко от плоскости разъема.

Маховик (рис.2 ) необходим для накопления кинетическойэнергии в течение рабочего хода и вращения коленчатого вала во время вспомогательных тактов, а также для вывода поршня из мертвых точек и уменьшения неравномерности вращения вала.
Маховик отлит из специального серого чугуна. Он закреплен на заднем торце коленчатого вала восемью болтами 3 из легированной стали. Точная фиксация маховика на коленчатом валу достигается с помощью двух установочных штифтов, запрессованных в торец коленчатого вала. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 1, предназначенный для соединения с шестерней вала стартера при пуске двигателя. На заднем торце маховика устанавливается сцепление. Для регулирования двигателя на маховике имеются паз под фиксатор 2 маховика и 12 отверстий для проворачивания коленчатого вала ломиком.
Что следует учитывать, изменяя размеры шеек коленвалов?
Шейки у коленчатого вала бывают двух типов – опорные и шатунные. Последние, как ясно из названия, предназначены для того, чтобы на колена передавались поступательные движения шатуна, преображаясь, таким образом, в крутящий момент. По сути, получается принцип колодезного ворота, точнее, его изогнутой ручки, по отношению к которой человеческое предплечье может считаться шатуном. В стандартном двигателе размеры шеек коленвалов соответствуют 47.8 миллиметрам. Логично, что и подшипники, и кольца шатунов также подогнаны под этот размер. Однако спортивный тип коленвалов является исключением, у него шейки имеют диаметр всего 43 миллиметра, а значит, он требует специальных вкладышей для подшипников и установку соответствующих шатунов.
Как заменить переднее уплотнение коленчатого вала на ВАЗ 2110-ВАЗ 2112?
Заметка!
В этой статье описывается процесс замены сальниковой коробки только на 16 клапанных машинах, если у вас есть 8 клапанов десятого семейства, тогда в этом случае перейдите к статье, озаглавленной «Замена сальника коленчатого вала на девятки» в ней, с примером 8-цилиндрового двигателя, все описано!
Вывод:
Чтобы снять сальник, сначала снимите ремень привода газораспределительного механизма со всех верхних шкивов и роликов (как объясняется в статье о замене ремня привода газораспределительного механизма на автомобиле, мы уже упоминали ссылку на эту статью в самом начале статьи, прокрутите вверх), тогда лента генератора будет удалена, вам необходимо снять шкив коленчатого вала (Как снять ремень, описанный в статье: «Замена ремня генератора на ВАЗ»), после выполнения операций перейдите к удалению большой и маленький механизм коленчатого вала, обе шестерки фиксируются одним болтом (он держит их в центре), который есть (см. фото 1), но чтобы добраться до него, домкрат должен поднять правую сторону (когда вы смотрите автомобиль, см.), снимите колесо (см. статью: Правильная замена колес на автомобилях) и при необходимости удалите тачку, если подвешивание не вмешивается, затем не снимая его, поверните болт шкивов и сначала все, удалите большой шкив с коленчатого вала, установлена шайба на нем не потерять его, удалите его с большого коленчатого вала шкива (см. фото 2), следуйте поясу с небольшим выбросом шкива (см. фото 3), а в конце удалите маленький шкив с вала, вот и все, вы можете предположить, что вы попали в набивку, но есть один нюанс, на шкиве коленчатого вала имеется ключ (см
фото 4), когда это будет сделано, вы можете снять сальник с крышки масляного насоса с помощью тонких отверток, когда вы удалите его, обратите внимание на то, что это на стороне, Установите новую набивку точно так же
Коленвал прослабленный
Расточник коленвалов может допустить ошибку и прослабить коленвал, тогда в двигателе не будет хорошего давления масла, также из-за этого двигатель может быстро застучать.
Фото. Так ключом можно проворачивать коленвал на двигателе ВАЗ.
Проверить на прослабленность коленвал можно так. Затяните подушку и прокрутите коленвал, если он очень легко прокрутился, то не мешает проверить прослаблен коленвал или нет.
Обычно коленвал после хорошей расточки не зажимается и прокручивается легко. Снимите подушку вытащите вкладыш и подложите под вкладыш фольгу от шоколадки, закрутите вкладыш, если коленвал зажмется или начнет заметно трудней крутиться, значит, эта шейка коленвала расточена отлично, вытаскивайте фольгу из под вкладыша и проверяйте следующею подушку.
Фото. Показано как подложить фольгу под вкладыш, и обязательно кончиком ножа срежьте лишнюю фольгу, здесь показано что с одной стороны фольга срезана а с другой нет.
Если после подложенной фольги под вкладыш коленвал не стал крутиться трудней, значит, эта шейка коленвала прослаблена, подкладывайте под эту подушку между вкладышем еще фольгу, пока коленвал не начнет крутиться трудней. После того как все подушки проверены и найдены прослабленные, и если под вкладыш пришлось подложить больше чем одну фольгу, то придется полностью снять коленвал и под те шейки что пришлось подложить больше чем одну фольгу надо будет разделить полоски фольги на два и подложить половину фольги под вкладыш в блоке. Ставьте коленвал затягивайте, все, Вы идеально подогнали вкладыши, и коленвал будет отлично работать в двигателе.
Обязательно в подложенной фольге под вкладышем, через отверстия во вкладыше сделайте отверстие гвоздиком для прохода масла.
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:

После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
Ремонт коленчатых валов
Шлифовка коленвала выполняется на вращающемся наждачным круге. В процессе работы вал поворачивают вокруг осей базирования то коренных, то шатунных шеек. Также необходимо следить за соблюдением межцентрового состояния и крайне бережно отнестись к сохранению форме галтелей, иначе ремонт может только ускорить разрушение коленчатого вала.
После шлифовки вал необходимо динамически отбалансировать в сборе с маховиком, чтобы избежать вибрации в отремонтированном двигателе. Однако на практике это условие редко выполняется, особенно при индивидуальном ремонте.
Обязательно почитайте: Ремонт ГУРа на МТЗ-80
В некоторых случаях устранить повреждения шеек шлифованием невозможно. Тогда можно рассмотреть вариант наплавке или напыления (в том числе — плазменного) с последующим шлифованием под нулевой (номинальный) размер. В зависимости от наплавляемого материала прочность шейки может даже повыситься по сравнению с заводскими значениями. На финальной стадии обработки шейки полируют и подвергают финишированию до получения оптимальной степени шероховатости.
Важно учитывать, что размеры шеек одного типа обязательно должны совпадать. Разные типы же могут иметь разные диаметры
Например, коренные могут быть второго ремонтного размера, а шатунные – третьего. Исключение – ситуации полевого ремонта, при котором шейки могут вообще не иметь стандартного ремонтного размера.
Также необходимо отметить, что специфика нагрузок, приходящихся на коленвал, часто вызывает его поломку. Чаще всего это случается из-за увеличения зазоров с вкладышем, что влечет за собой ухудшение смазки. Сломанный коленвал не ремонтопригоден и подлежит замене.
Неисправности [ править | править код ]
При эксплуатации из-за разных причин могут наблюдаться такие неисправности:
- износ вала по коренным или шатунным шейкам;
- изгиб;
- разрушение вала ;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают “через размер”, т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер – например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Однако руководства по армейскому полевому ремонту (двигатели боевых машин) обычно предписывают индивидуальный ремонт, поэтому шатунные/коренные шейки могут иметь разный диаметр после шлифовки, и даже не иметь стандартного ремонтного размера(!). Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Разрушение вала происходит от усталостных трещин , возникающих иногда из-за прижога галтелей при шлифовке. Трещины развиваются в некачественном материале (волосовины, неметаллические включения, флокены, отпускная хрупкость) либо при превышении расчётных величин крутильных колебаний (ошибки при проектировании, самостоятельная форсировка по числу оборотов дизеля). Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня . Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
Для производства коленчатых валов используются легированная сталь либо чугун, отличающиеся высоким уровнем прочности. Однако со временем в процессе эксплуатации устройств появляются дефекты.
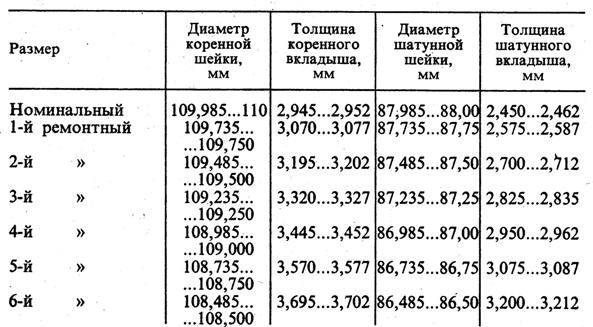
Знание ремонтных размеров коленвалов требуется при выполнении ремонта. Это максимальные параметры, до которых допустимо уменьшать толщину шеек элемента, не опасаясь снизить прочность детали.
В связи со свойством шейки взаимодействовать с подшипниками для них производителями предусмотрены специальные вкладыши.
Царапины на шеях – самые распространённые виды повреждений, которые встречаются чаще всего. Их не следует принимать за трещинки, появляющиеся из-за вялости металла. Появление таких дефектов – главная причина замены детали.


Царапинки на шеях образуются в процессе длительной эксплуатации устройства. Также причиной их появления является засорение масла посторонними частичками.
При выполнении шлифовки шейки вала следует предварительно подготовить вкладыши. Если ремонтные работы выполняются впервые, то допустимо уменьшение на 0,25 миллиметров. При дальнейшем ремонте разрешается изменение на 0,5, 0,75 и 1 миллиметр. Здесь следует использовать вкладыши. Если возникает необходимость ремонта при следующем использовании оборудования, то значительно возрастает риск полного разрушения вала при выполнении работ. В связи с этим найти вкладыши с параметрами 1,25 и 1,5 практически невозможно.
Ремонт следует начинать со шлифовки шейки основания, и только после этого переходить к шатунным элементам.
Ремонтные размеры шеек коленчатого вала СМД-60 – info – Справочник моториста
|
| Справочник моториста | |||||||||||||||||||||||||||||||||||||||||||||||||||||
Ремонтные размеры шеек коленчатого вала СМД-60
|
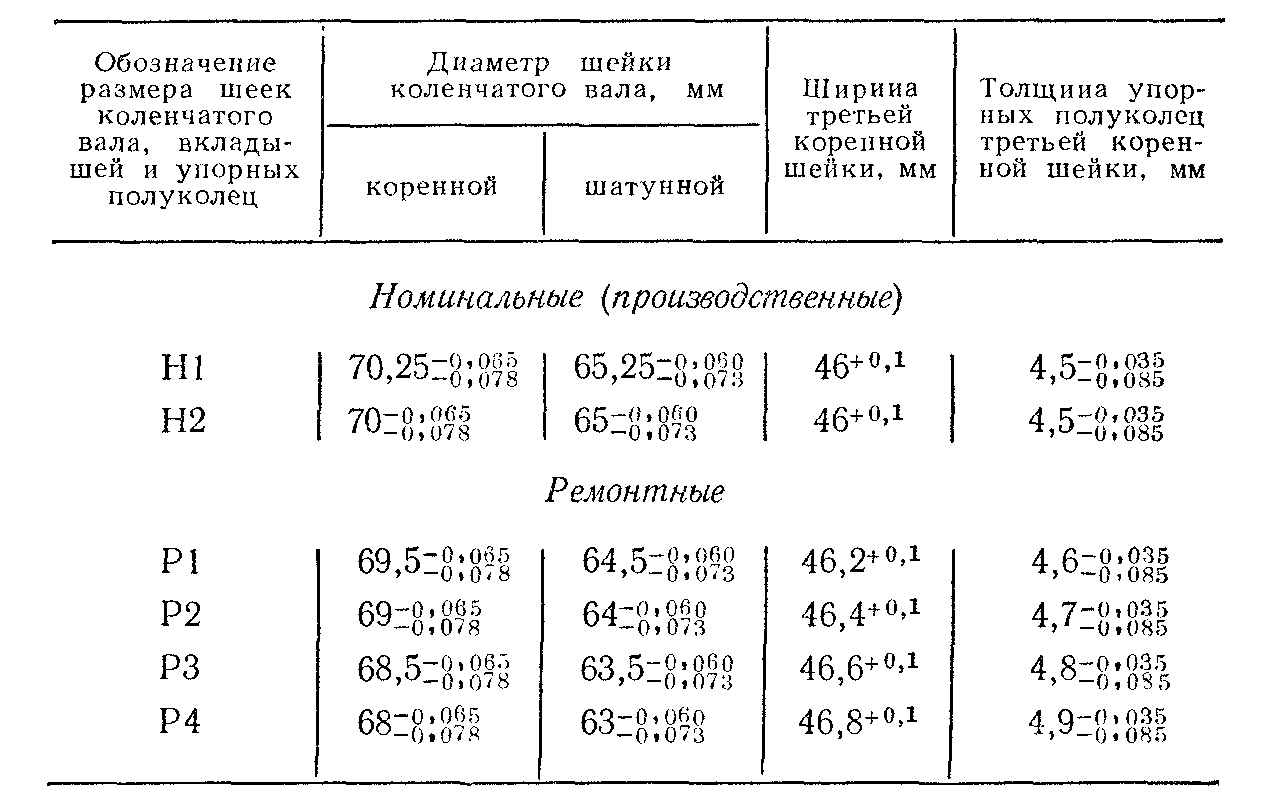
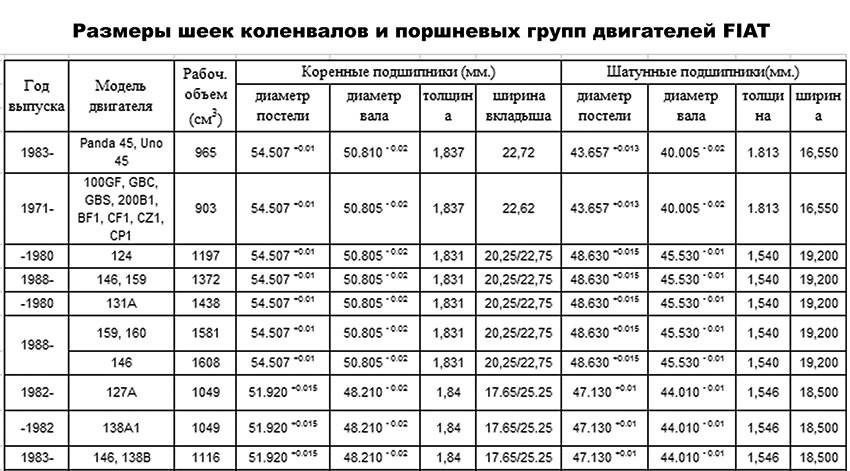
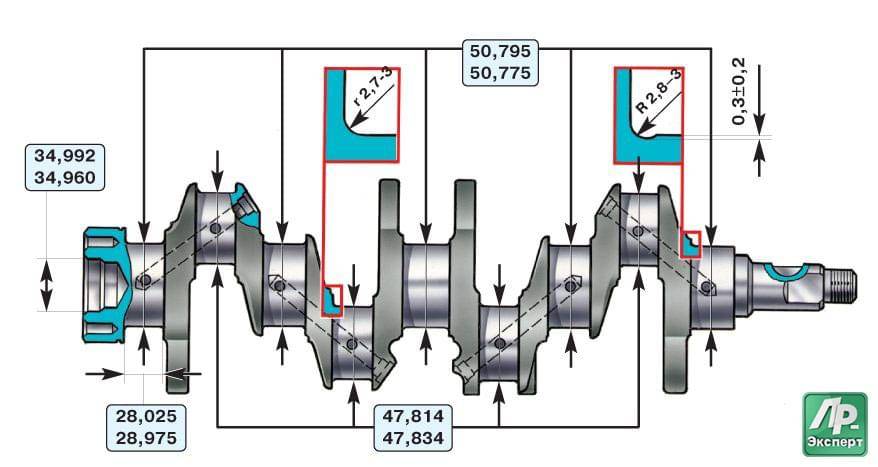
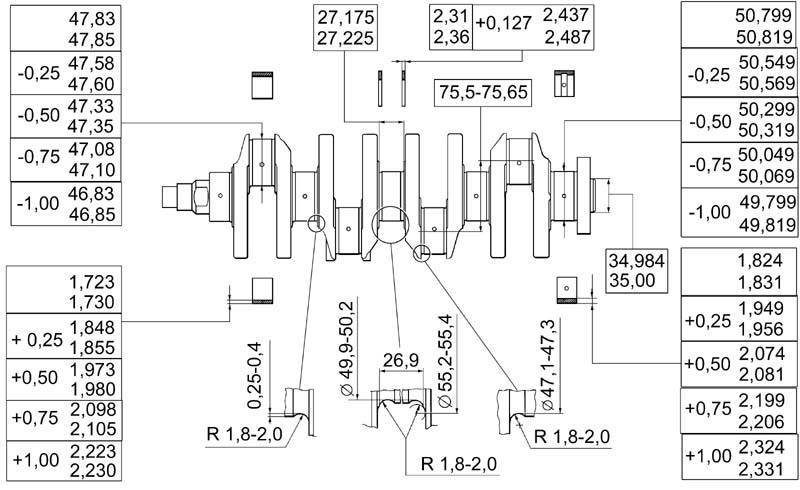
Как узнать размеры коленвалов
Существуют специальные таблицы, где можно узнать размеры коленвалов для конкретной модели автомобиля или техники. Такие таблицы есть для всех видов транспортных и технических средств, на которых установлен двигатель внутреннего сгорания. Размеры вкладышей, имеющихся в продаже, соответствуют этим размерам.
Например, для Opel Kadett 1,3S стандартные размеры коренных шеек составляют 54,972–54,985 мм, при шлифовке на глубину 0,25 мм – 54,722 – 54,735 мм, при шлифовке на 0,5 мм – 54,472 – 54,485. Размеры шатунных шеек, соответственно, составляют 42,971 – 42,987 в стандартном (нулевом) варианте, 42,721 – 42,737 при шлифовке на 0,25 мм и 42,471 – 42,787 при глубине обработки 0,5 мм. Для автомобиля ВАЗ-2108 стандартный диаметр составит уже 50,779–50,819 мм, а ремонтных размеров предусмотрено четыре: 50,549–50,569, 50,229–50,319, 50,049–50,069 и 49,799–49,819.
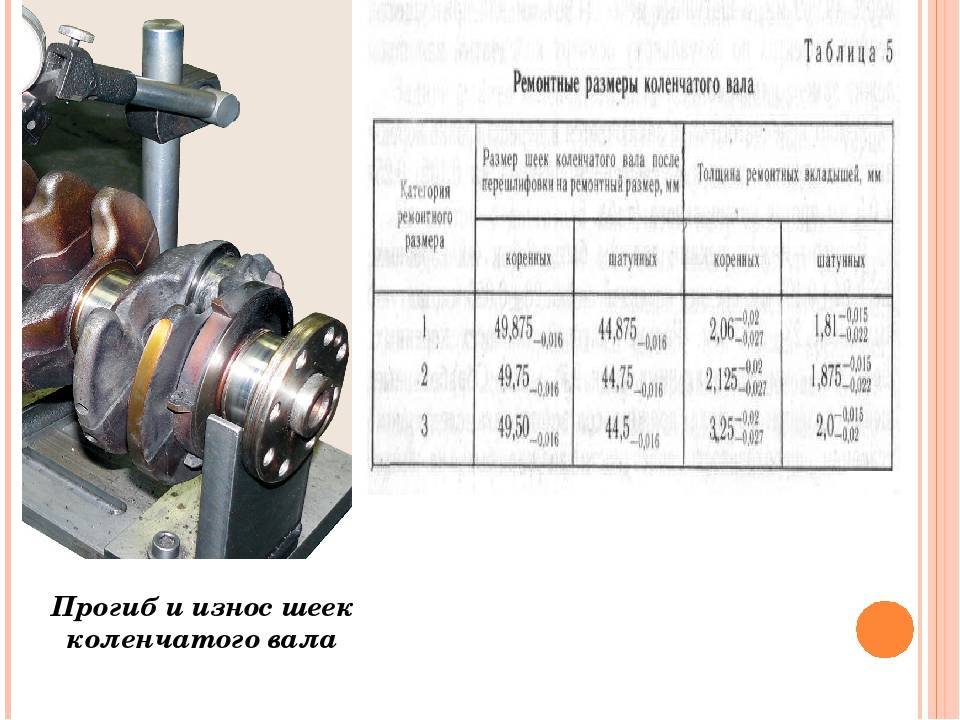
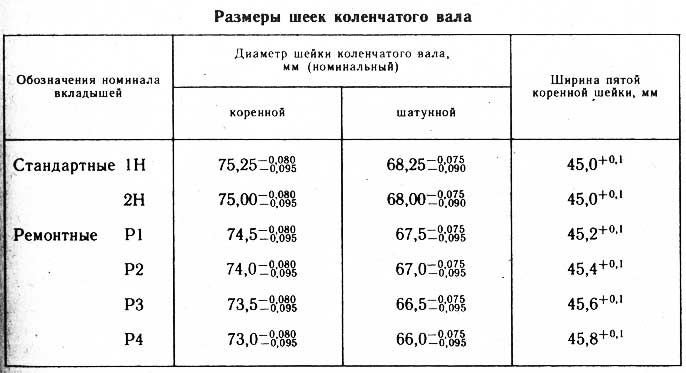
Какие бывают ремонтные размеры шеек коленчатого вала
Если вы планируете шлифовать цапфы вала, заранее позаботьтесь о выступах, при первом ремонте их можно использовать с уменьшением на 0,25 миллиметра. При необходимости последующие ремонтные размеры пальцев коленвала можно изменить на 0,5, 0,75 и 1 миллиметр, также необходимо приобрести соответствующие вкладыши. Последующее шлифование связано с прямым риском разрушения вала непосредственно во время работы, поэтому найти футеровки 1,25 и 1,5 крайне сложно.


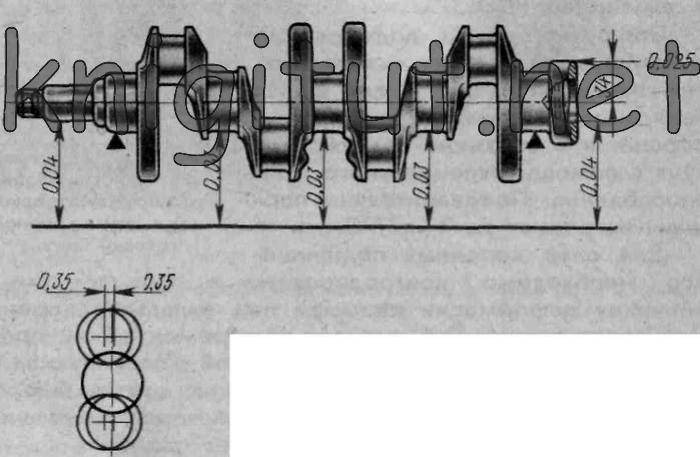
Подготовка к ремонту заключается в очистке заготовки, снятии противовесов и, при необходимости, выпрямлении вала с балансировкой центральной оси для получения ремонтных размеров штифтов коленчатого вала без дефектов
Очень важно проверить вал на предмет отклонения оси, чтобы его можно было вовремя выровнять. Эксцентриситет на центральной шейке не должен превышать 0,05 мм. Помимо прочего, перед шлифовкой следует углубить фаски на краях кольцевых масляных канавок, достигнув ширины от 0,8 до 1,2 миллиметра
Лучше всего это делать конической абразивной насадкой на дрель под углом 60-90 градусов. И, если вы можете купить новое дерево, сделайте это вместо того, чтобы ремонтировать старое
Помимо прочего, перед шлифовкой следует углубить фаски на краях кольцевых масляных канавок, достигнув ширины от 0,8 до 1,2 миллиметра. Лучше всего это делать конической абразивной насадкой на дрель под углом 60-90 градусов. И, если вы можете купить новое дерево, сделайте это вместо того, чтобы ремонтировать старое.
Основные выводы
Штангенциркуль является наиболее популярным и распространённым измерительным средством благодаря простоте устройства, удобству пользования и быстроте получения результата измерения. При повреждении его элементов и их износе становится невозможно проводить достоверные измерения. На производстве штангенциркули подвергаются периодической поверке в центрах стандартизации и метрологии.
Качественные приборы изготавливают из нержавеющей стали. Для их удешевления всё чаще стали применять пластики и полимерные материалы. Но срок службы и измерительные характеристики таких устройств значительно уступают штангенциркулям из нержавейки. У меня в хозяйстве например есть штангенциркуль — ручка. Измерять им конечно можно, но точности никакой, т.к. нониусная шкала на нём чисто условная. Ко мне она попала как презент после посещения одной из презентаций.
 Штангенциркуль — ручка
Штангенциркуль — ручка
Для того, чтобы штангенциркуль служил долго и был всегда готов к работе нужно придерживаться следующих рекомендаций:
- Хранить прибор в специальной упаковке в помещении с низкой влажностью и температурой выше + 5℃.
- Периодически смазывать сам штангенциркуль и скользящие поверхности машинным маслом, что предотвратит в дальнейшем образование коррозии и заедание рамки.
- Бережно относиться к штангенциркулю, не применять к нему механических воздействий. Любые вмятины, царапины могут вывести его из эксплуатации или значительно понизить достоверность измерений.
Штангенциркули из металла, а также цифровые нужно держать вдали от влажных мест и уголков, в которых может образоваться конденсат. Температура при хранении инструмента не должна опускаться ниже + 5℃. Удары и царапины могут привести к деформациям, снижая точность измерений.
У домашнего мастера обязательно среди инструмента должен находиться такой прибор для измерений. Поэтому как пользоваться штангенциркулем, как понимать показания после измерений это необходимое знание. У меня например таких два: один пластиковый (жёлтого цвета, показан на фото в статье выше), второй цифровой (тоже есть на фото). Цифровой я использовал при измерении износа тормозных колодок, что описано в статье “Замена тормозных колодок…”