Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
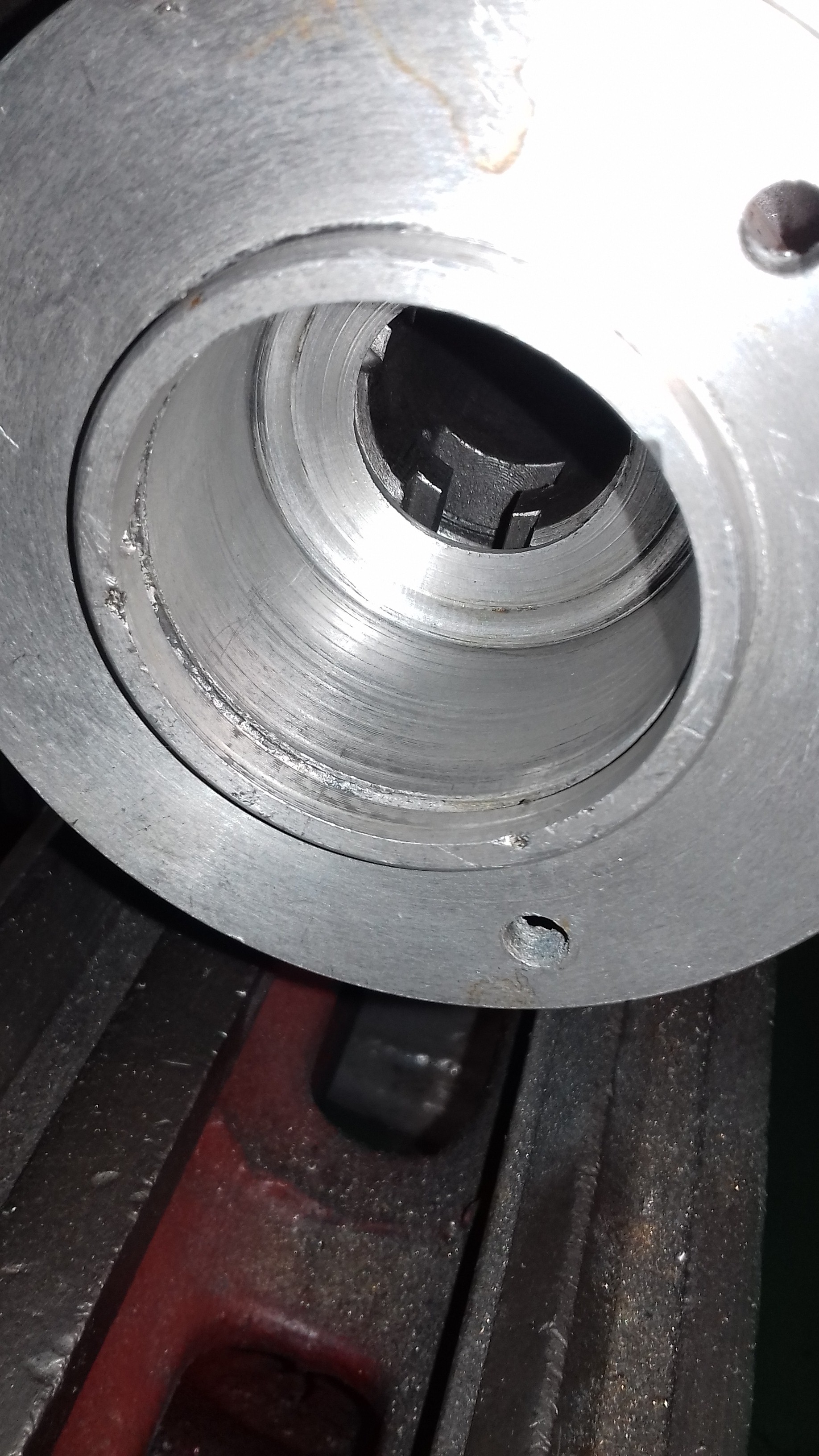
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
- механические;
- химические;
- температурные.
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Этап 4: Обработка поверхности кондуктора
Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000 (купить по артикулу wcn10604025) или примените WEICON Р 500 (купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
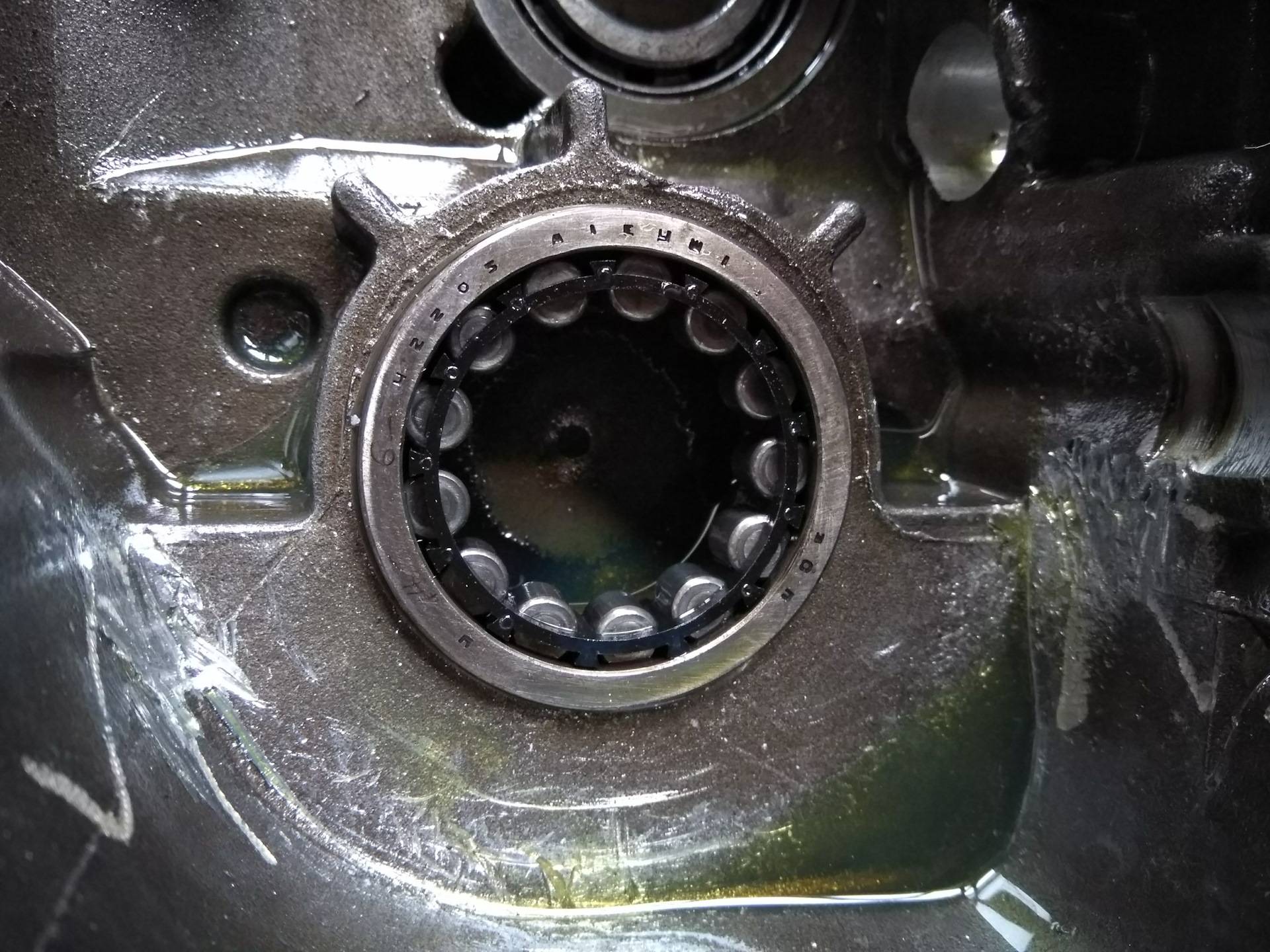
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.

Метод №3
Этап 1: Подготовка
Основные условия: температура воздуха от + 15 ° С, влажность 50% – 90%
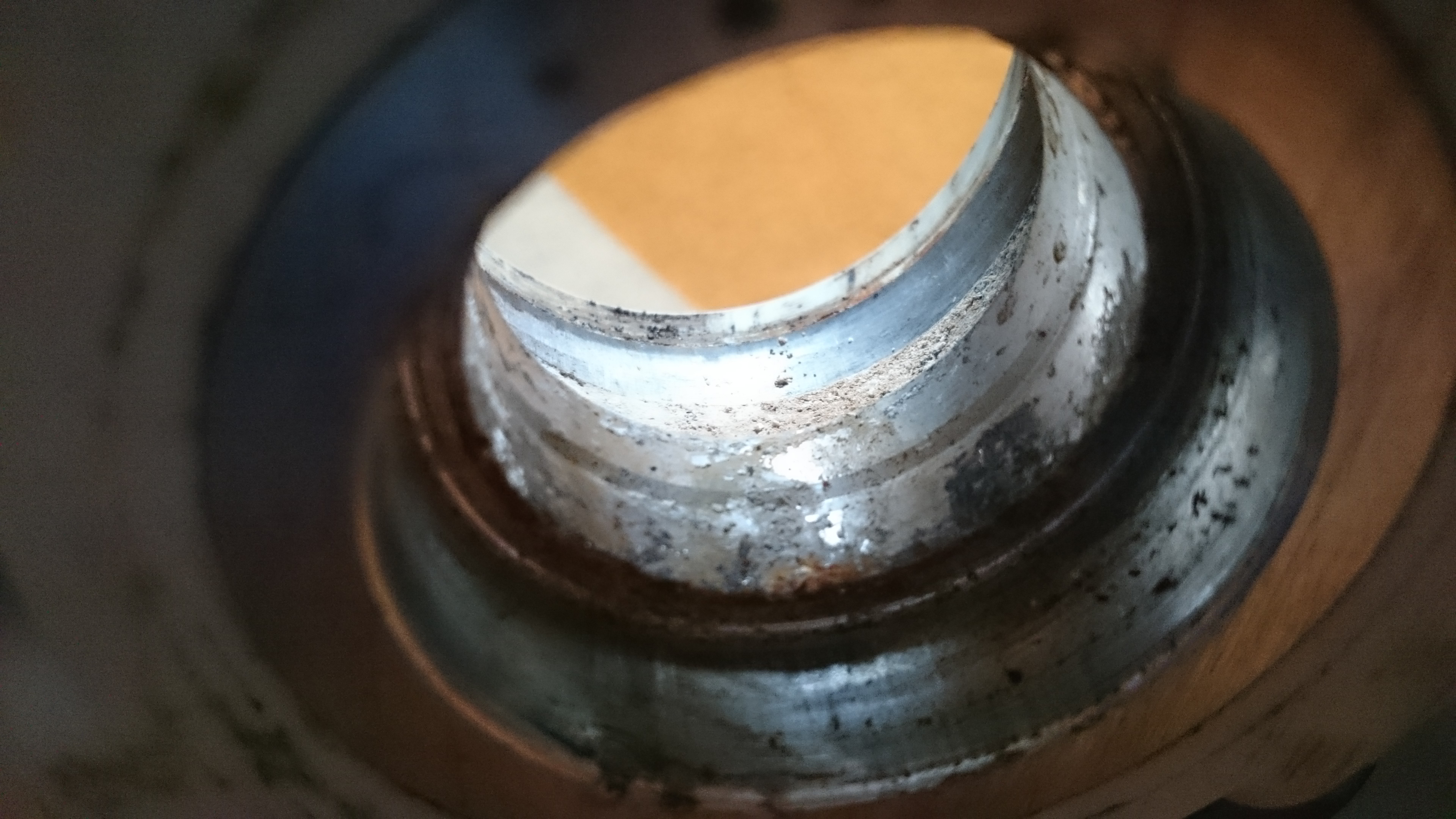
Изготовление оправки, как на фото 7
- Диагностика ремонтируемого агрегата.
- Узловой анализ.
- Проверка подгонки патрона.
- Измерение диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механически очистите поврежденное сиденье. Избавьтесь от старой смазки и коррозии. Очистку можно производить бором. Оптимальный результат – шероховатость Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После механической обработки используйте CLEANER S. Возьмите для обезжиривания чистую ткань, предварительно смоченную в моющем средстве.
При необходимости повторите процедуру. Проверка очищенной поверхности проводится белой тряпкой – на ней не должно оставаться следов.
Этап 4: Устанавливаем центрирующий маятник
Установите маятник или другое центрирующее устройство в отверстие, как показано на рисунке №8
Посадка маятника осуществляется в соответствии с параметрами плотной или легкой посадки
Этап 5: Использование композитного материала и установка подшипника на втулку
- Отшлифуйте внешнее кольцо подшипника наждачной бумагой 400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Подготовьте полимерный материал согласно инструкции на упаковке.
- Нанесите тонкий слой материала на поверхность отверстия и тщательно потрите.
- Затем нанесите полимерный материал такой толщины, чтобы она полностью сцеплялась с опорной поверхностью.
- Установите подшипник на центрирующий маятник в корпусе с металлополимерным покрытием, как показано на Рисунке №9.
8. Через 24 часа полимеризация завершается. Снимите маятник и установите агрегат.
Внимание!
В этом разделе вы можете ознакомиться со стандартными условиями оплаты, формой и доставкой.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок Вы можете отправить запрос или получить дополнительную информацию по электронной почте: info@energosnab.com
Автор статьи – Екатерина Иванова
Как восстановить прослабленный вал под подшипник
Заклинивший подшипник может проворачиваться на валу, постепенно стирая его на доли миллиметров. Если его сразу не поменять, то в дальнейшем новый подшипник уже не встанет, поэтому потребуется наращивание прохудившегося вала. Обычно это делают электросваркой и потом обрабатывают деталь на токарном станке. В том случае, когда такой способ неприемлемый, можно воспользоваться методом электроискровой микросварки.

Материалы и инструменты:
- наждачная бумага;
- кусок электрода d3 мм без покрытия;
- дрель;
- источник питания 10-15В, 5-10А;
- фиксатор цилиндрических соединений.
В качестве источника питания может применяться трансформатор, зарядное устройство для автомобильного аккумулятора или сварочный инвертор на минимальных настройках. Применение последнего менее желательно, поскольку зачастую его мощности даже на самых слабых настройках будет слишком много.

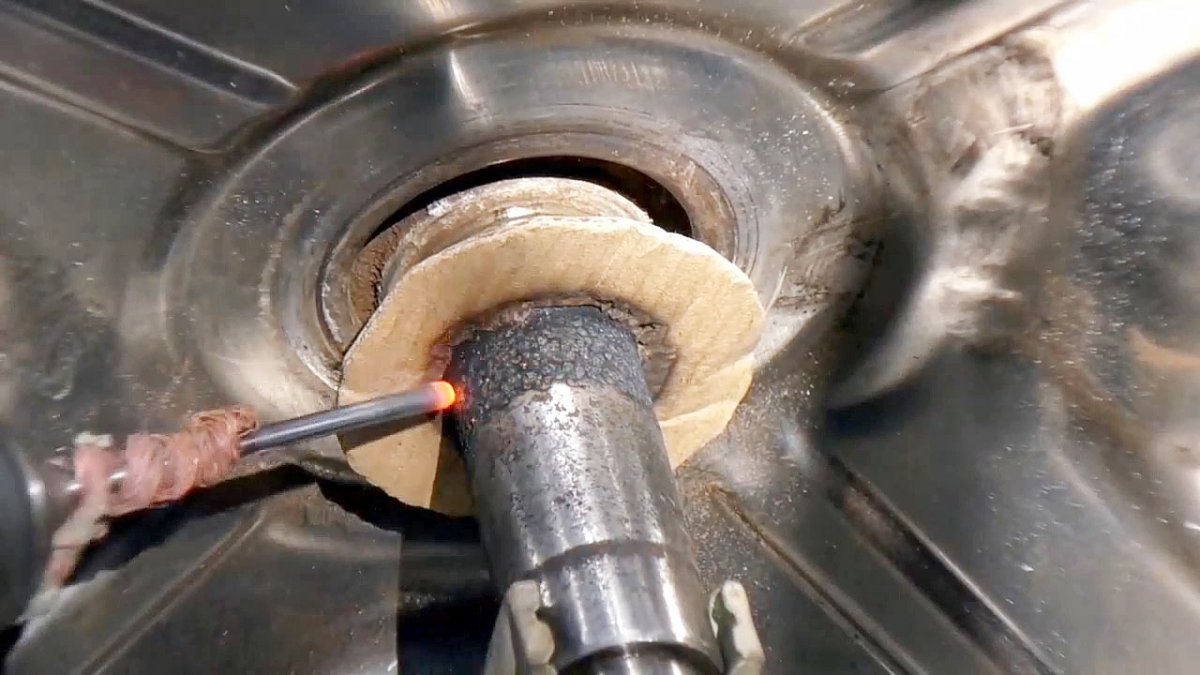
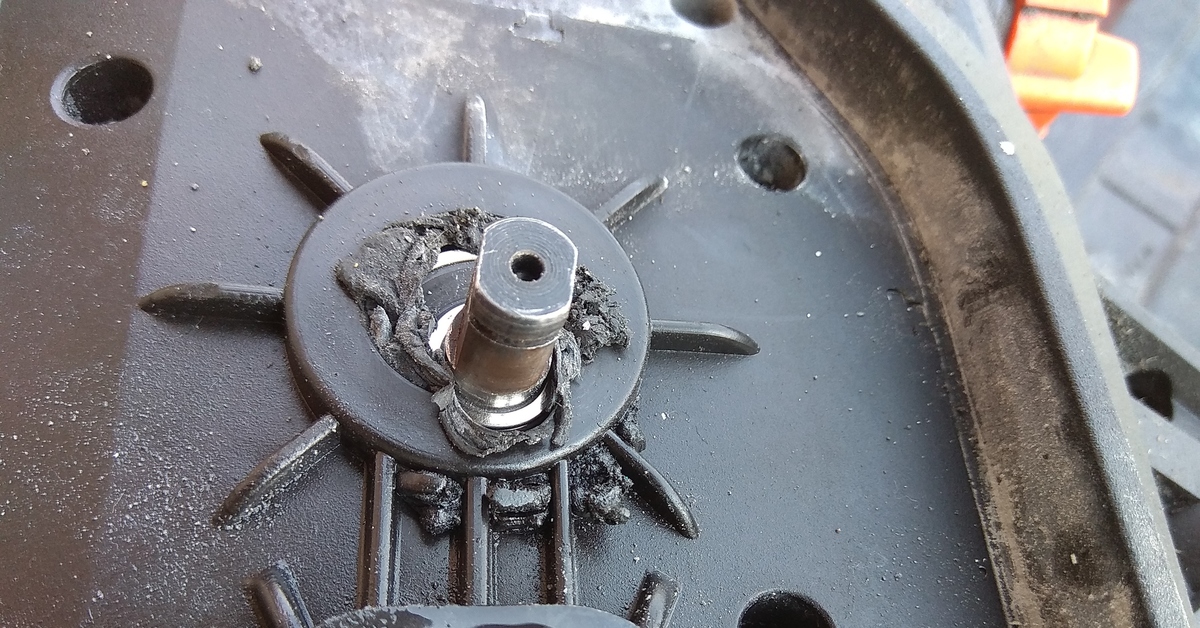
Наплавление вала

После демонтажа подшипника необходимо провести шлифовку вала в месте наращивания.

Далее проводится замер диаметра для определения необходимой высоты наварки металла.

Небольшой отрезок сварочного электрода.

Удаляем покрытие, выпрямляем и шлифуем до блеска.

Зажимаем в патроне электрической дрели или шуруповерта.

К нему сбоку подсоединяется провод от источника питания. Полярность не имеет значения. Его можно закрепить зажимом крокодил или просто намотать. Второй провод от источника питания закрепляется на валу. Его следует фиксировать на малозначимом месте, которое можно немного повредить наплавлением. На источник питания подается напряжение, после этого запускается дрель. Вращающийся электрод с зафиксированным проводом прикладывается к валу в месте наращивания. В результате происходит процесс микросварки. Металл из электрода направляется на вал. Это происходит очень медленно и тонким слоем. Проводя электродом по валу без пропусков за один слой можно наложить примерно 0,05-0,1 мм толщины.











После наварки каждый слой необходимо отшлифовать наждачной бумагой, чтобы убрать шлак. Слои накладываются повторно, пока вал не приобретет необходимую толщину. Таким образом, даже при незначительном износе в 1 мм придется накладывать как минимум 10 слоев.


Восстановив необходимую толщину и повторно прошлифовав вал наждачкой, наносится фиксатор цилиндрических соединений.


Сверху насаживается подшипник.


Жидкий фиксатор заполнит все поры в наваренном металле и щель между валом и подшипником. После застывания он обеспечит очень хорошую дополнительную фиксацию. Благодаря этому обойма нового подшипника уже не будет проворачиваться, а станет ровно без люфта.
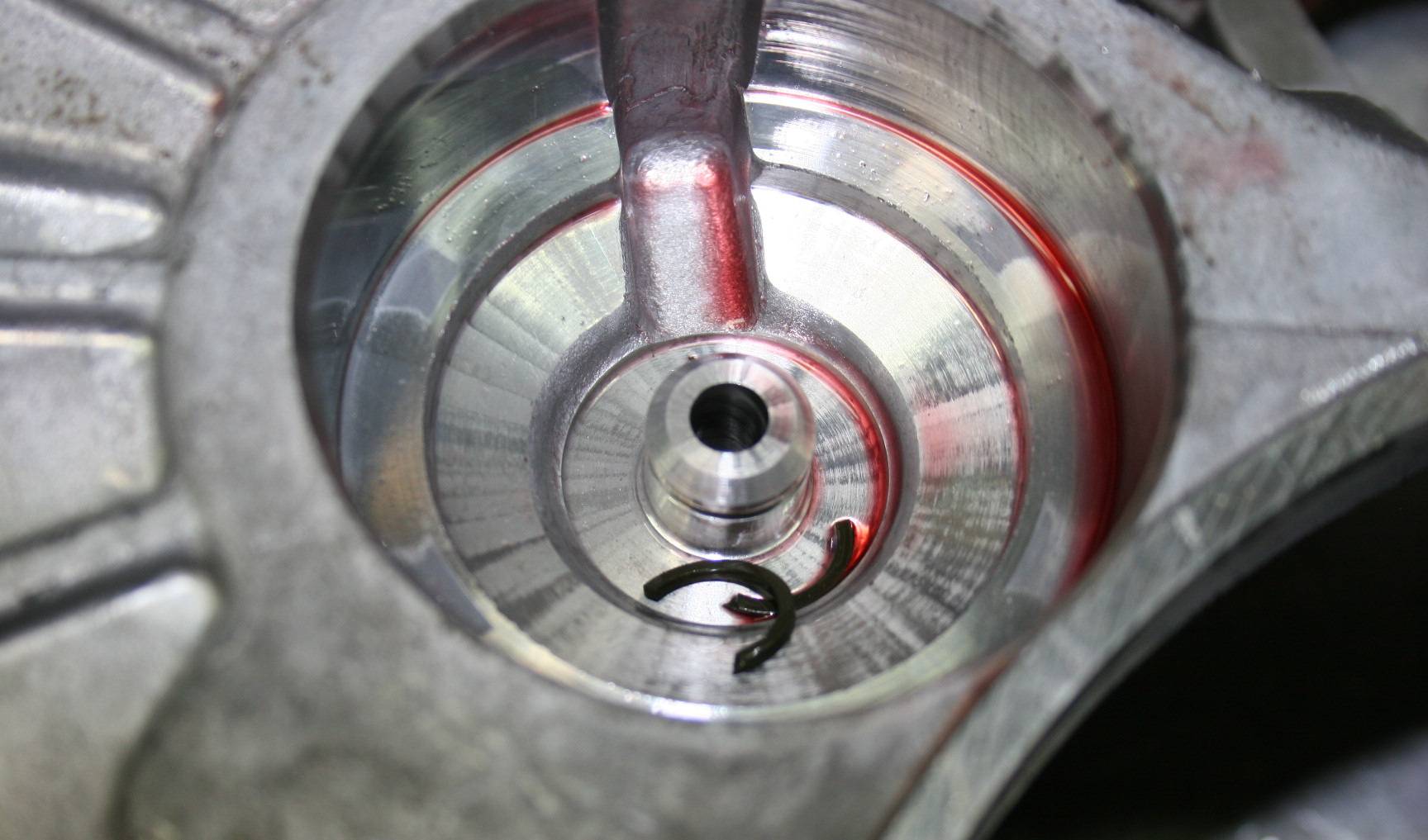
Подшипник и посадочное место
После ремонта насоса кама при притирке щёток обнаружил что внешняя обойма прокручивается в пос месте с небольшой скоростью из способов устранения: 1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то. 2.Подложить тонкую фольгу м-ду обоймой и пос местом- не факт что подшипник влезет. 3.Обработать спец составом LOCTITE-50мл.-1800 деревом ремонт теряет смысл по фин соображениям.
- Посадить на быструю эпоксидку-трудности при посл возможной разборке узла. Помогите (советом) кто как делает в подобных случаях!
ТЭИ написал : 1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
Куда он денется супротив киянки. Еще можно облудить внешнюю обойму подшипника.
ТЭИ написал : 1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
самое то, в своё время так делах на ступицах ТАЗа-05го и всё было ОК!
Есть ещё такой способ – вместо штатного подшипника поставить меньший по диаметру, и запрессовать туда выточенную обойму(втулку).
Service-man написал : и запрессовать туда выточенную обойму(втулку)
либо резиновый вкладыш (уплотнитель) подшипника.
Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.
Если посадочное место не критично разбито, а зазор десятки миллиметра (т.е. особо ничего не вставишь), обычно задний подшипник не сильно оборотистого инструмента, где нет резинового колпачка, то два варианта. Несколько слоев клея (типа старый желтый Момент), последовательно наносить после высыхания. Если подшипник ложится в алюминий, можно попробовать плотно посадить на ФУМ ленту (с подбором направления вращения ).
Если честно ко всяким подкладываниям и подматываниям изоленты и фольги – отношусь негативно. Видел много плохих последствий такого кустарного подхода.
Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
ТЭИ написал : Посадить на быструю эпоксидку-трудности при посл возможной разборке узла.
имхо самый простой вариант , если очень опасаетесь за проблемы с разборкой – можно взять анаэробный герметик для труб, в кр случае обычный силиконовый герметик.
Винт написал : Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.
Владимир С написал : Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
Люди упомянули действенный метод неоднократно применяемый на предприятии где я работал. Там таким образом решались вопросы пролетов посадочных размеров колонок для пресс-форм. Напай меди способ надежный и простой если не пользоваться сварочным аппаратом и рессорами. Возьмите просто медный провод закрепите его на клеймах аккумулятора от авто, и закорачивая вал с подшипником, пройдитесь по всей поверхности посадочного места. Образовавшийся наплав на подшипнике доведите надфилем. Надфилем не переусердствуйте. Медь мягкий материал, и излишки вытянет при запресовке.
Смотрите видео
Наглядный пример смотрите в видео.

Жираф из пластилина

Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Криминал
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Пиндосы, признайтесь что вы не были на Луне и мы от вас отстанем.

Басков такой-же бандерлог как и Ротару! Басков, почему не едешь выступать в Крым и Донбасс.
Так называемая «поистине великая звезда» спонсировала геноцид Донбасса! Пусть выступает пе.

Ещё одна свинья вернулась в свой свинарник. Донбасс стал чище.







На 90% согласен с мнением автора. Тут есть мнение a.filipovic. Я так и не понял это кто.

Это не песчаная буря. Море отступило под ветром и ветер поднял песок.

Пригорело у пиндосов! Эти лицемеры прекрасно знают что их страна — это ось зла, и все беды.
А то что ротару даёт деньги укрофашистам на геноцид в Донбассе, Алибасов не считает пособн.
Электротрубогиб для сгибания профильных труб и уголков
Информационно-развлекательный сайт «Лабуда» — это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Крышки и уплотнения для подшипников
Осевое положение вала в корпусе определяется с помощью торцовых крышек. Торцовые крышки должны быть достаточно прочными, чтобы выдержать осевые нагрузки, передаваемые валами через наружные кольца подшипников.
Крышки подшипников изготовляют из чугуна марки СЧ15. Различают крышки глухие и с отверстиями для прохода валов (рис. 13). Крышки изготовляются с центрирующим выступом и без него. Центрирующий выступ обычно контактирует с наружным кольцом подшипника для фиксирования положения вала в корпусе. Наружный диаметр выступа равен диаметру расточки под подшипник по посадке h9, а внутренний соответствует размеру t в стакане. Толщина и наружный диаметр фланца, диаметр, на котором расположены отверстия, и их количество определяются так же, как для стакана.
Рис. 13. Уплотнения валов, размещаемых в крышках: а – манжетное; б – щелевое (l=0,2…0,4; t=4,5…6; r=1,2…2); в – центробежное; г – лабиринтное (l=0,2…0,4; f1=1…2; f2=1,5…3)
Если крышка не контактирует с подшипником, то она может быть выполнена без центрирующего пояска (плоской). Если крышка выполнена с отверстием для прохода вала, то она отличается тем, что в ней, как правило, предусматривается место для установки уплотнения, которое защищает подшипник от попадания грязи и от вытекания смазки (рис. 13, а). Наличие уплотнения и деталей крепления подшипника на валу определяет в осевом сечении конфигурацию торцовой наружной и внутренней поверхности крышки (рис. 13).
Так как щелевые уплотнения недостаточно надежно защищают подшипники от попадания пыли и грязи, то их применяют для подшипников качения машин, работающих в чистой и сухой воздушной среде. Лабиринтные уплотнения (рис. 13, в) – самые надежные, особенно при больших частотах вращения валов. Уплотнения, основанные на действии центробежной силы (рис. 13; а, в, г), применяют в качестве наружных и внутренних. В ответственных случаях применяют комбинированные уплотнения (в). Уплотнения манжетные резиновые для валов приведены в табл. 4.
Таблица 4. Уплотнения манжетные резиновые для валов
| Манжета резиновая армированная, мм | d | D | h1 | h2 |
| 20; 21; 22 | 40 | |||
| 24 | 41 | |||
| 25 | 42 | |||
| 26 | 45 | |||
| 30; 32 | 52 | |||
| 35; 36; 38 | 58 | 10 | 14 | |
| 40 | 60 | |||
| 42 | 62 | |||
| 45 | 65 | |||
| 48; 50 | 70 | |||
| 52 | 75 |
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъемы составных корпусов герметизируют специальными мазями, наносимыми на плоскости разъема перед сборкой корпуса. Во фланцевых соединениях, когда положение фланца не определяет осевой зазор в подшипниковом узле, могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения в виде резиновых колец круглого сечения (рис. 14, а).
Для герметизации стыков типа фланец-корпус с центровочным буртом применяют установки колец в канавку (рис. 14, б), в торец (рис. 14, в) и в фаску (рис. 14, г). Установка колец в канавку занимает больше места в осевом направлении, но удобна при совмещении с регулировочными прокладками между фланцем и корпусом для осевого зазора, поскольку в этом случае изменение толщины прокладок не связано с деформацией сечения кольца, которым производится уплотнение по посадочной поверхности. Размеры установочных мест под резиновые уплотнительные кольца круглого сечения приведены в табл. 5. Эти же кольца можно применять для нецентрованных плоских стыков (не обязательно круговых). Для этого на одной из соединяемых деталей должна быть выполнена канавка. Пример кругового уплотнения показан на рис. 14, д.
Таблица 5. Размеры сечений круглых колец и установочных мест для них
| Размеры | Диаметр кольца, d, мм | |||
| 2,5 | 3,0 | 3,6 | 4,6 | |
| D | 24-54 | 25-100 | 28-205 | 36-260 |
| b | 3,6 | 4,0 | 4,7 | 5,6 |
| h | 1,85 | 2,35 | 2,8 | 3,7 |
| с | 2,0 | 2,0 | 2,5 | 2,5 |
| а | 3,5 | 4,5 | 5,0 | 6,0 |
| е | 1,85 | 2,2 | 2,6 | 3,3 |
| М | 3,3 | 4,2 | 5,0 | 7,2 |
Рис. 14. Уплотнение круглым кольцом
Метод №2
Этап 1: Подготавливаем поверхность
Разработана технология восстановления посадочного места подшипника в корпусе, в том числе подшипников качения и скольжения.
Важно: этот метод не подходит для гидродинамических подшипников. Технологические этапы ремонта:. Технологические этапы ремонта:
Технологические этапы ремонта:
- Механическая чистка поврежденного сиденья.
- Рекомендуется выполнять механическую обработку путем расширения корпуса с помощью расточной оправки или абразивного инструмента, как показано на рисунке n. 3.
Очищаемая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
После завершения механической подготовки обработайте поверхность универсальным моющим средством CLEANER S. Для заказа моющего средства используйте арт. Wcn15200010
Желательно обезжирить поверхность чистой тканью, предварительно смоченной моющим средством. При необходимости повторите процесс очистки.
Проверку чистоты поверхности производят чистой белой тканью, смоченной в моющем средстве – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композитный материал нужно выбирать с учетом нагрузок, действующих на подшипник (Рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на сиденье. Используйте технический паспорт и выберите полимерный материал, который соответствует вашим потребностям.
Подробную информацию и помощь в выборе материалов для восстановления сиденья можно получить по телефону (863) 2703973 или отправив запрос на адрес электронной почты: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
Возьмите втулку, чтобы сформировать седло, как показано на рисунке №5.
- Выбирайте втулку в зависимости от диаметра и допуска. Поверхность рекомендуется отшлифовать, чтобы уменьшить шероховатость. Наличие дырок недопустимо.
- Обработайте поверхность втулки смазкой WEICON F 1000 (приобретается с артикульным номером wcn10604025) или наносите WEICON P 500 (приобретается с артикульным номером wcn10604500).
Рукав можно разделить на 2 части. Однако у вас должно быть расширительное устройство, которое будет прижимать маску к поврежденной плоскости.
Сам подшипник может выступать аналогом втулки. Его поверхность необходимо предварительно обработать разделительной смазкой F 1000 или P 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал согласно инструкции.
- Нанести тонкий слой и тщательно втереть в шероховатую поверхность.
- Нанесите полимерный материал такой толщины, которая обеспечит окончательное сцепление с поверхностью втулки.
- Установите втулку в корпус, как показано на Рисунке №6, чтобы металл / полимер сформировал требуемую плоскостность, выдавливая излишки. Лопаткой удалите излишки.
Почему проворачивает шатунный вкладыш
Вкладыши шатунов и коленвала ДВС — это подшипники скольжения, которые должны обильно смазываться, чтобы выполнять свои функции. Шейки коленвала и оверстия шатуна сидят плотно без люфта и зазоров, но благодаря смазке сила трения сопряженных пар минимальна.
Проворот вкладышей шатуна и коленчатого вала требует немедленного ремонта. Нельзя эксплуатировать автомобиль с такими поломками в двигателе, потому как может произойти дальнейшее разрушение деталей или узлов ДВС. Эту поломку определяют на слух, слышен стук коленвала и шатуна.
Вкладыши, они же подшипники скольжения сажают в места, которые называют постелями вкладышей. Вкладыши должны быть зафиксированы. Если на вкладышах есть отверстия, они должны быть совмещены с отверстиями сопряженной детали.
А известно ли вам, что за проходимость и управляемость автомобилем отвечает вид блокировки и перенатяг дифференциала.
Основные причины проворота вкладышей:
- не достаточно были зафиксированы вкладыши;
- вкладыши прикипели.
Коленчатый вал вращается относительно вкладышей, поверхность которых защищена антифрикционным (противотрущимся) материалом. Чтобы вкладыши не смещались и не проворачивались вместе с коленвалом ДВС, они удерживаются специальными усиками. Также они устанавливаются в натяжку, которые рассчитали заводы-изготовители.









Чем больше нагрузка на коленвал, тем меньше создается масляная пленка (прослойка, подушка). А если еще присутствует превышенная вибрация, то происходит разрушение масляного защитного слоя и резко повышается сила трения, из-за чего вкладышу все труднее и труднее удержаться в постели, усик предназначенный для защиты от проворота не может удерживать вкладыш.
Как правило, причиной проворачивания вкладышей является отсутствие смазки. Для смазки на коренных вкладышах предусмотрены отверстия, на шатунных — пазы. Если эти каналы для подачи масла закупорены, отверстия и каналы полностью или частично забиты, сила трения трущихся деталей повышается, появляется эффект масляного голодания. Из-за отсутствия смазки сильно нагреваются пара вкладыш-коленвал. Во время нагрева трущиеся детали прилипают друг к другу. После такой сварки начинают проворачиваться вкладыши.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:
- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Необходимые материал и инструменты
Помимо самого подшипника в процессе изготовления ножа понадобятся:
- деревянные накладки для рукояти;
- латунные штифты для заклепок;
- эпоксидная смола с отвердителем;
- масло, антисептическая пропитка для дерева;
- расходные материалы: бумага, полиэтиленовая лента, маркер.
Масло для закалки берется минеральное или растительное, подойдет старое трансформаторное или автомобильная отработка. Понадобится бумага для ксерокса формата А4 или А3, оберточная для зажима лезвия в тисках, шлифовальная разной зернистости для ошкуривания металла и древесины.
Необходимо иметь в наличии соответствующее оборудование и инструменты, а также запастись следующей оснасткой:
- болгаркой с абразивным диском и шлифовальным кругом;
- наковальней или аналогом из обрезка двутавра;
- молотом 4 кг, молотком 1 кг, кузнечными клещами и струбцинами;
- слесарными тисками, зубилом;
- печью или кузнечным горном;
- бытовой духовкой;
- настольным сверлильным станком;
- полировальной машиной;
- ленточной шлифовальной машиной (гриндером);
- дремелем;
- электролобзиком и стамеской.
Особые требования предъявляются к печи, она должна разогреваться до 1100 ºС, что в зоне горения обычного очага недостижимо. Необходима толстостенная печь из металла, растапливаемая древесным углем. Обычную вытяжку необходимо переоборудовать, оснастив приточным вентилятором.
Диск болгарки лучше всего брать абразивный, чтобы проще было распилить обойму подшипника. Подойдет насадка с алмазным покрытием. Не стоит пытаться использовать в болгарке фрезу – она только будет скользить по поверхности подшипника из закаленного металла.
Дополнительно, если отсутствует достаточный опыт работы с кузнечными клещами, потребуется электросварка. С ее помощью к заготовке приваривается арматурина, которая станет удобным держаком заготовки ножа при ковке металла тяжелым молотком.
Если следовать рекомендациям владельцев ножей из подшипника, не помешает изготовить или приобрести специальное приспособление для заточки инструмента. Оно позволит поддерживать на высоком уровне режущие свойства ножа в процессе последующей эксплуатации.