

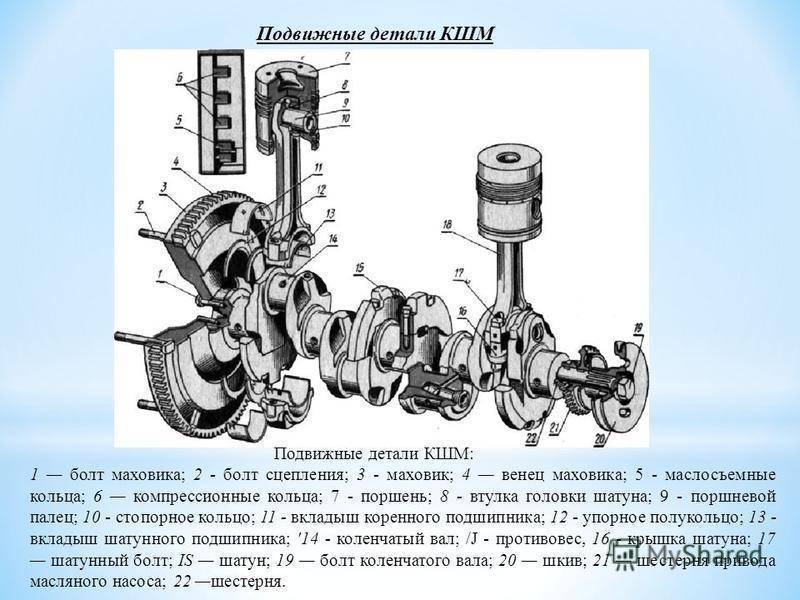
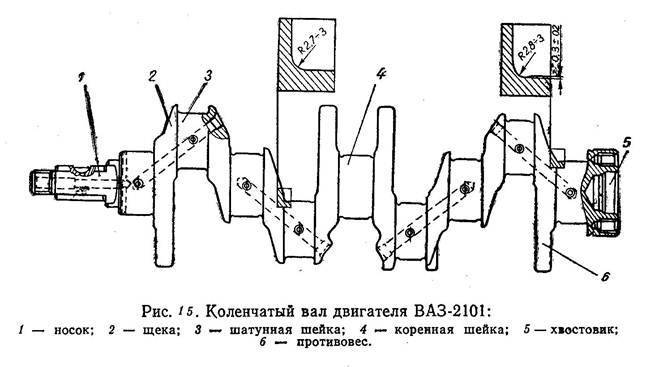
Центровка коленвала
Коленвал собран, осталось устранить биение валов (балансировать), многие думают, что без токарного станка не обойтись, а все гениальное просто.
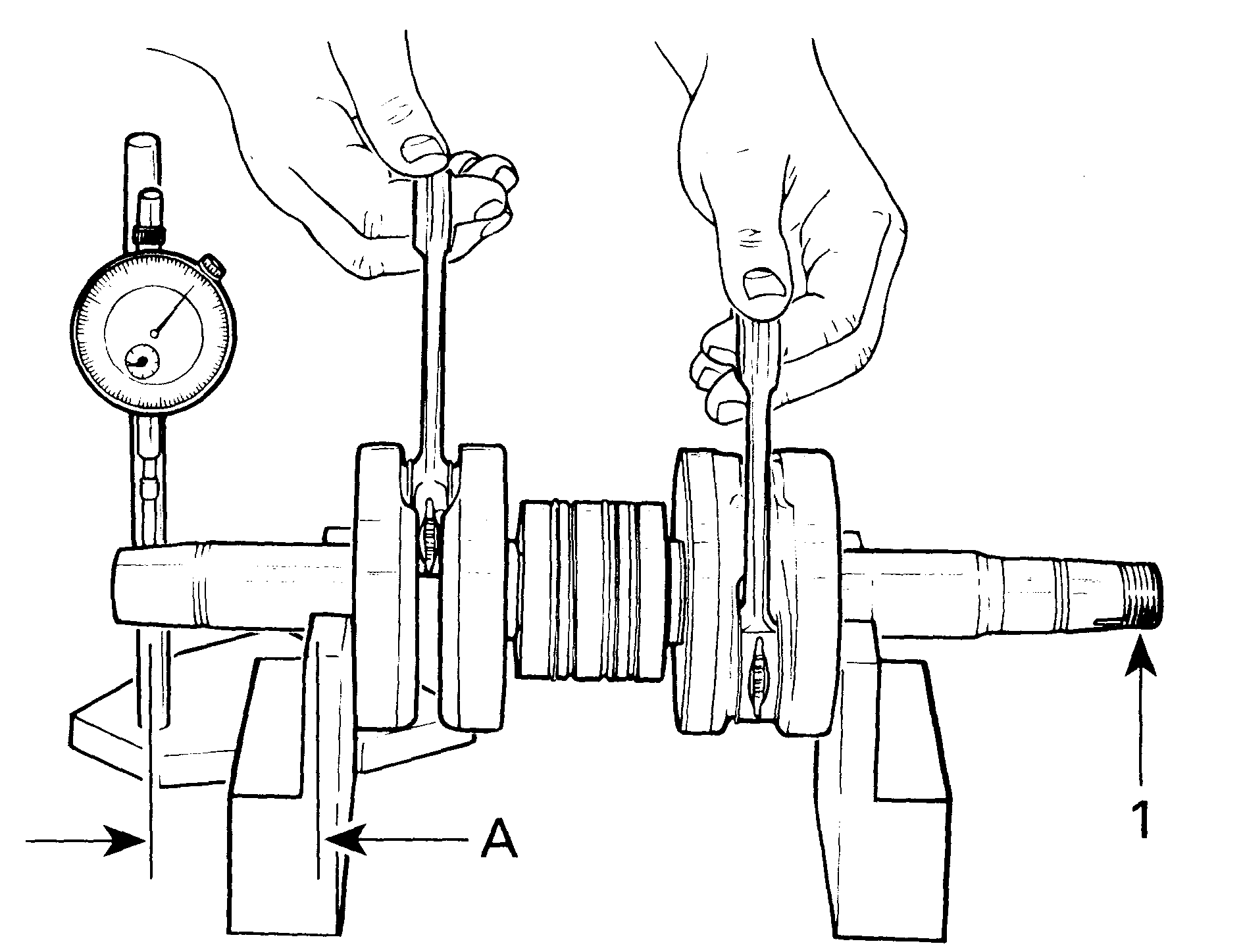
Измерьте каждую шек с помощью штанги, как показано на фото ниже, они обычно одного размера, но иногда немного отличаются по размеру. Этот размер необходимо учитывать при центрировании коленчатого вала.

Фото. Замеряем щеки коленвала.
Осталось только прикрепить коромысло к щеке коленчатого вала как показано на фото ниже. Это будет так, сначала приложите штангу к одной щеке и надавите пальцем, штанга будет идеально ровно ложиться на щеку, если эту щеку сдвинуть вверх, между штангой и второй щекой появится щель. Если щека ниже, штанга будет немного наклонной.
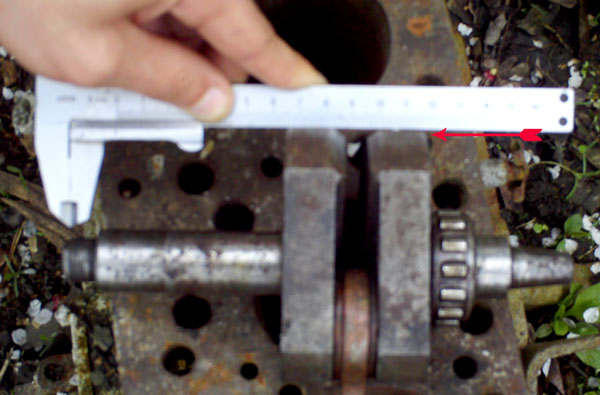
Фото. На картинке коленчатый вал мотоцикла с коромыслом, стрелкой показан зазор между коромыслом и щекой.
Ваша задача добиться выравнивания щек коленчатого вала без зазоров, прикладывая поочередно к каждой щеке коромысло. На фото ниже показано, как можно сдвинуть щеку коленвала с помощью молотка. Обязательно учтите прочность щек коленвала, коленвал, на котором я показываю из раздела ЧЗет, горячий и ударов не боится. Но коленчатые валы большинства шоссейных велосипедов сделаны из мягкого металла, поэтому ударить можно только там, где шина не приложена.

Фото. Таким образом можно сдвинуть щеку коленчатого вала.
Если одна щека коленчатого вала оказывается большего диаметра, чем другая, то при центрировании коленчатого вала учитывать зазор между щекой и шатуном, визуально этот зазор должен быть одинаковым, приложив шатун к щеке большего размера на обоих стороны.
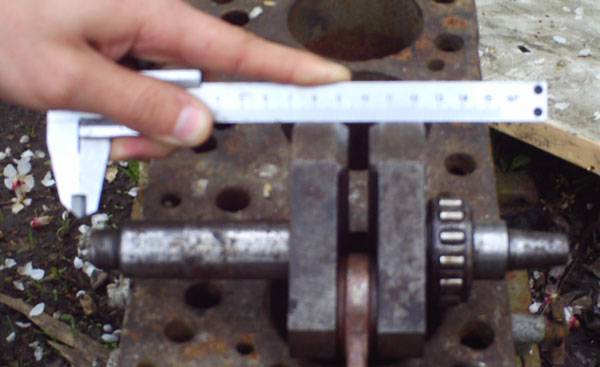
Фото. Коленчатый вал велосипеда центрирован, штанга без зазоров упирается в щеки коленчатого вала.
Если все сделаете правильно, все будет правильно, сэкономьте на новом коленвале, заменив только шатун на старый, для этого нужны только руки и умная голова.
Подробная инструкция по балансировке коленвала в домашних условиях
Зачем нужна балансировка коленчатых валов?
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
 Балансировка коленвала в гараже
Балансировка коленвала в гараже
Определить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
- Статический способ применяется при незначительных нарушениях баланса. В этом случае коленчатый вал находится в неподвижном состоянии. При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.
Шлифовка коленчатого вала
- Динамический способ точнее статического. Его применяют для устранения существенного дисбаланса. В этом случае необходим специальный станок, на который устанавливается вал. Коленчатый вал начинают раскручивать до необходимых оборотов. С помощью лазера определяется точка, где находится наиболее тяжелая точка. С этого места снимается лишний металл.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
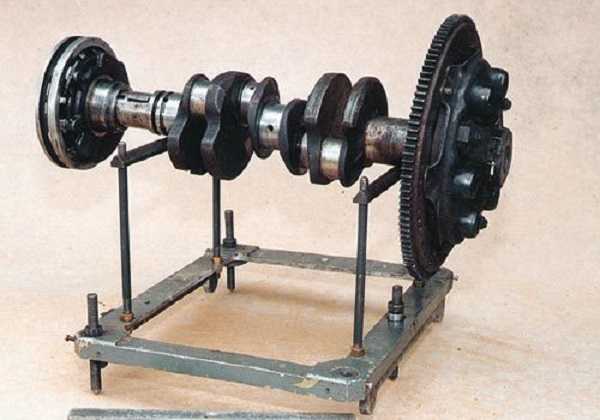 Самодельный станок для балансировки
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
что это Устройство коленчатого вала. Фото, видео
Наверное каждый автолюбитель задавался вопросом: что такое коленвал, что он из себя представляет? В данной статье мы дадим ответ на это вопрос.
Усилия, передаваемые поршнями через шатуны, воспринимает коленчатый вал. Затем они преобразуются в крутящий момент. Главные требования к коленчатому валу – это жёсткость и прочность.
Материалом изготовления коленчатого вала является сталь и высокопрочный чугун. Стальные валы куют, а чугунные выливают в изготовленные формы. Поверхности шатунных и коренных шеек обрабатывают термически, придают им прочность, а затем шлифуют.
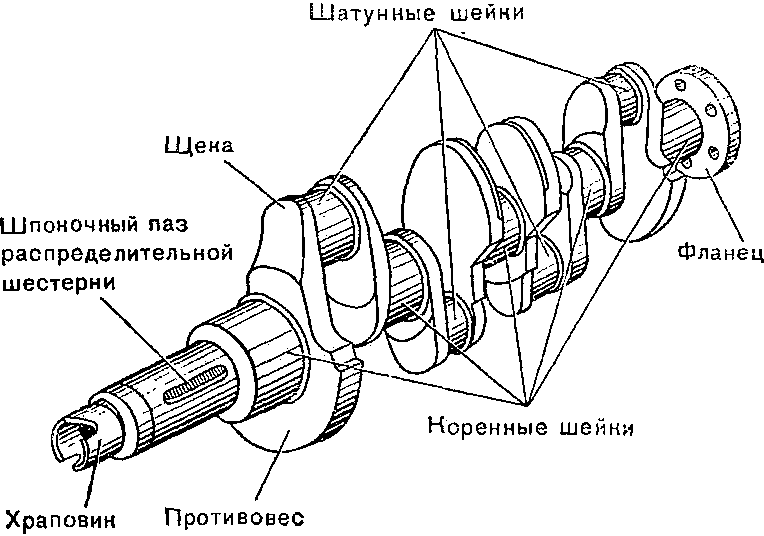
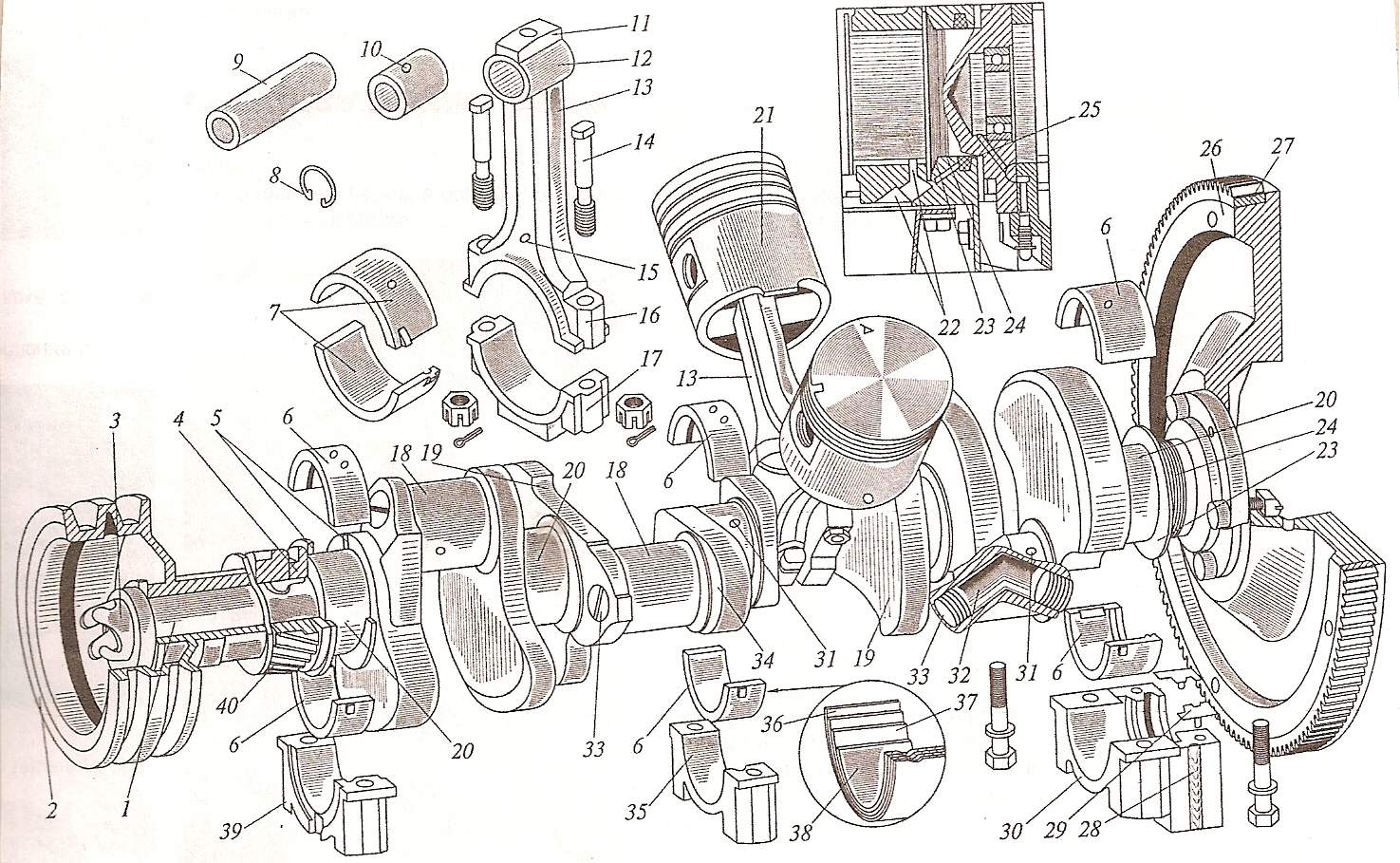
На коленчатом валу имеется несколько шатунных и коренных шеек. Они соединены между собой щёчками, которые имеют продолжение в противоположную от шейки сторону и создают противовес. В конструкции двигателей некоторых грузовых автомобилей имеются противовесы, крепящиеся к коленчатому валу при помощи болтов. Диаметр коренных шеек всегда больше шатунных. Если посмотреть на коленчатый вал с его торца, и Вы увидите, как шатунные шейки перекрывают коренные, то это означает, что у него очень жёсткая конструкция. Двигатель, в котором поршень имеет короткий ход, сделать перекрытие шеек проще. Коленчатый вал называется полноопорным, если слева и справа от шатунной шейки расположены коренные шейки. При отсутствии с обеих сторон коренных шеек, такой вал называют неполноопорным. Его масса будет увеличенной, он может выдерживать сильные закручивающие и изгибающие нагрузки, а конструкция при этом более жёсткая.

Наибольшее распространение получили полноопорные коленчатые валы. Разборные коленчатые валы в современных двигателях внутреннего сгорания применяют редко. Сопряжение от щёчки к шейке делают по радиусу, потому что в этом месте большое количество напряжений. Образование трещин и дальнейшее разрушение в этом месте в такой конструкции сведены почти на ноль.
Тонкостенные, разъёмные вкладыши используются как подшипники скольжения в шатунных и коренных шейках. Их изготавливают из тонкой стали, на поверхность которой наносят антифрикционный сплав (баббит). С помощью особого выступа они устанавливаются в специальные канавки, что не даёт им проворачиваться в опорах коленчатого вала. Упорные подшипники скольжения удерживают коленчатый вал от осевого смещения.
Технологические отверстия (масляные каналы) просверлены внутри шеек и щёчек коленчатого вала. Моторное масло поступает всё время под давлением, потому что незначительная продолжительность работы коленчатого вала без масла приведёт к его поломке. Он не выдержит нагрузки и заклинит.
Маховик крепится к его задней части. Он выводит кривошипо – шатунный механизм из мёртвых точек, запасает и отдаёт энергию на разных тактах, а также снижает неравномерность работы двигателя в целом. Маховик изготавливают из чугуна, и он имеет форму диска. Масса у него большая. Зубчатый венец напрессован на наружную поверхность маховика. При помощи него электрический стартер при пуске передаёт движение на коленчатый вал. Если на двигателе внутреннего сгорания три и больше поршня, то рабочий ход одновременно начинается в двух или большем количестве цилиндров. Масса маховика на таких двигателях мала, а крутящий момент плавный.
Видео – изготовление коленвала
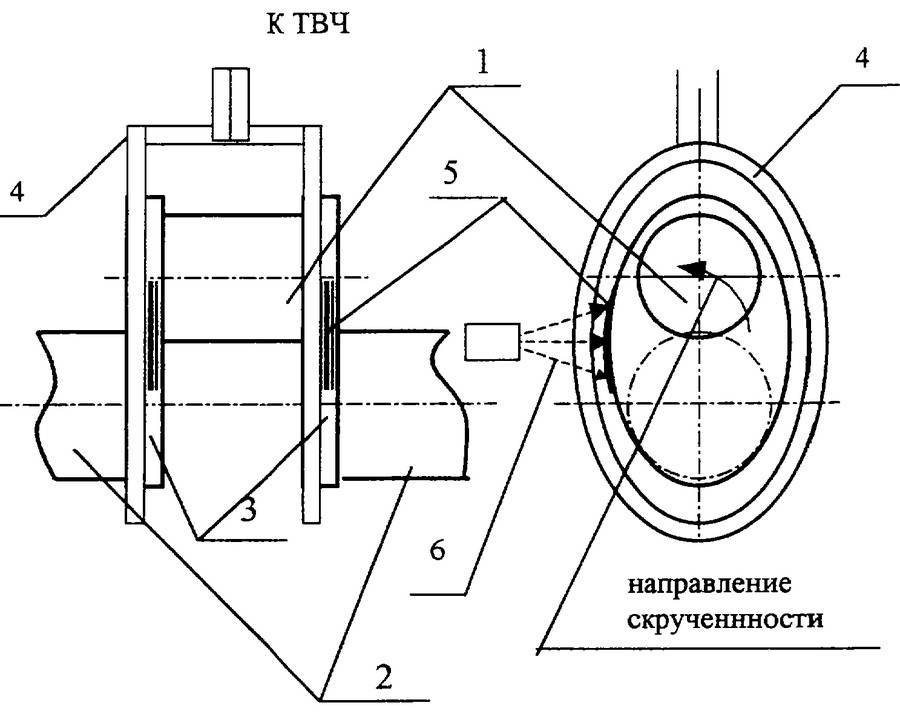
Крутильные колебания – это непрекращающееся раскручивание и закручивание коленчатого вала. Если произойдёт совпадение частот внешних сил и крутильных колебаний, то последствием этого станет резонанс, который приведёт к поломке коленчатого вала. На старых автомобилях в двигателях коленчатые валы ломались в месте сопряжения коренной шейки со щёчкой. Количество оборотов и высокая жёсткость современных коленчатых валов не подвержены пагубному влиянию резонансных частот. Однако на двигателях имеются гасители крутильных колебаний, снижающие виброактивность коленчатых валов. Шкив коленчатого вала делят на две части, заливают их резиной, центруют, и после этого за счёт внутреннего трения он будет поглощать вибрацию.
В настоящее время огромную популярность приобрели двухмассовые маховики, выполняющие роль гасителей крутильных колебаний.
Также на двигатели внутреннего сгорания устанавливают новейшие тороидные стартер – генераторы, позволяющие ему работать при максимальных нагрузках, при помощи электронного блока управления снижать вибрации и колебания, а также бесшумно производить запуск.
Вперёд >
Причины износа подшипника
В противном случае – полная замена вала либо же ремонт по пути напыления металла. Не стоит забывать также и об аварийных ситуациях, таких как заклинивание поршня в цилиндре. Это неминуемо приведет к изгибу коленвала, что, кстати говоря, может возникнуть при непрофессиональной разборке мотоцикла, когда вал выбивают молотком или кувалдой.
Если изгиб можно устранить, то физическую поломку – нет. Не стоит также забывать о вовремя замененных изношенных сальниках. Замена сальников коленвала мотоцикла Минск позволит избежать таких неприятностей, как выброс бензино-маслянной смеси в генератор. У многих владельцев также наблюдается сложность при запуске двигателя, резкое падение мощности.
Процесс обслуживания
Как и любая деталь, коленчатый вал нуждается в специальном уходе. Для осмотра и ремонта, необходимо его снять. Обычно это требуется во время капитального ремонта, к примеру, после гидроудара, во время которого, коленвал может повести.
Чтобы снять коленвал, необходимо демонтировать двигатель и его элементы. Перевернув ДВС, отмечают расположение крышек коренных подшипников, затем их снимают, приподнимают коленвал и отсоединяют заднее уплотнительное кольцо. После этого снимают вкладыши с блоков цилиндров и крышек. Таким образом, мы имеем отсоединенный коленчатый вал.
Для его проверки необходимо промыть бензином и просушить деталь. Производится осмотр на предмет трещин, сколов, вмятин. Если таковые обнаружены — деталь подлежит замене.
Открутив пробки, можно прочистить все масляные каналы. Шатунные шлейки шлифуются и полируются, снова прочищаются каналы для масла. Вкладыши подшипников, подшипник носовой части, маховик, сальник и резиновые уплотнители при обнаружении дефектов также необходимо заменить.
После этого производится сборка двигателя в порядке, обратном разбору, предварительно смазав все детали. Также необходимо убедиться в плавности скольжения и вращения детали.

Перепрессовка коленвала – устройство, схема, порядок работ + видео » АвтоНоватор
Как проводится перепрессовка коленвала? Такой вопрос часто задают посетители мотоциклетных форумов. Не менее амбициозны и автовладельцы, которые собираются произвести эту операцию собственноручно. Разобраться в этом действительно не сложно. Но прежде, чем приступить к описанию процесса ремонта, рассмотрим, что собой представляет этот узел, как он работает и для чего предназначен.
Перепрессовка коленвала — знакомство с устройством
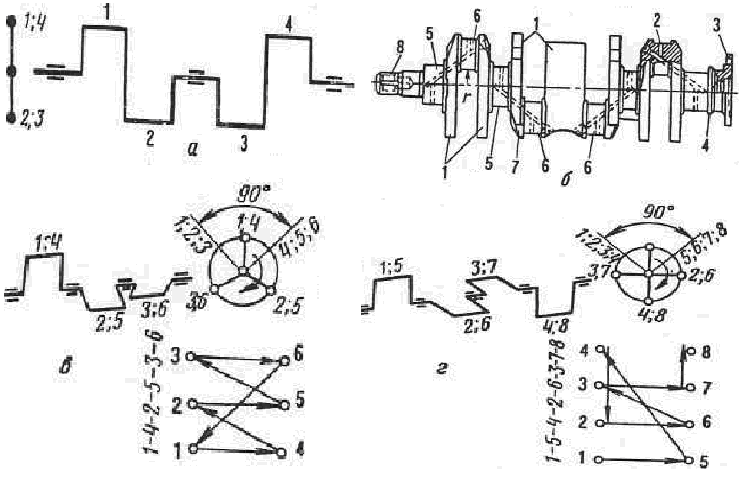
Коленчатый вал как мотоциклетных, так и автомобильных двигателей принимает на себя усилия, которые передаются от поршней шатунами, и превращает их в крутящий момент, переходящий через маховик трансмиссии. Состоит коленвал из шатунных и коренных шеек, противовесов и щек. Количество и расположение шеек зависит от количества цилиндров. Например, в V-образном двигателе шеек в 2 раза меньше, чем шатунов, поскольку на коленчатом валу они располагаются на каждой шатунной шейке попарно.
У многоцилиндровых двигателей шатунные шейки выполнены в различных плоскостях, что вызвано необходимостью равномерного распределения рабочих тактов в различных цилиндрах. В автомобильных двигателях число коренных шеек всегда на одну больше, чем шатунных, поскольку по обе стороны шатунной шейки располагаются коренные.
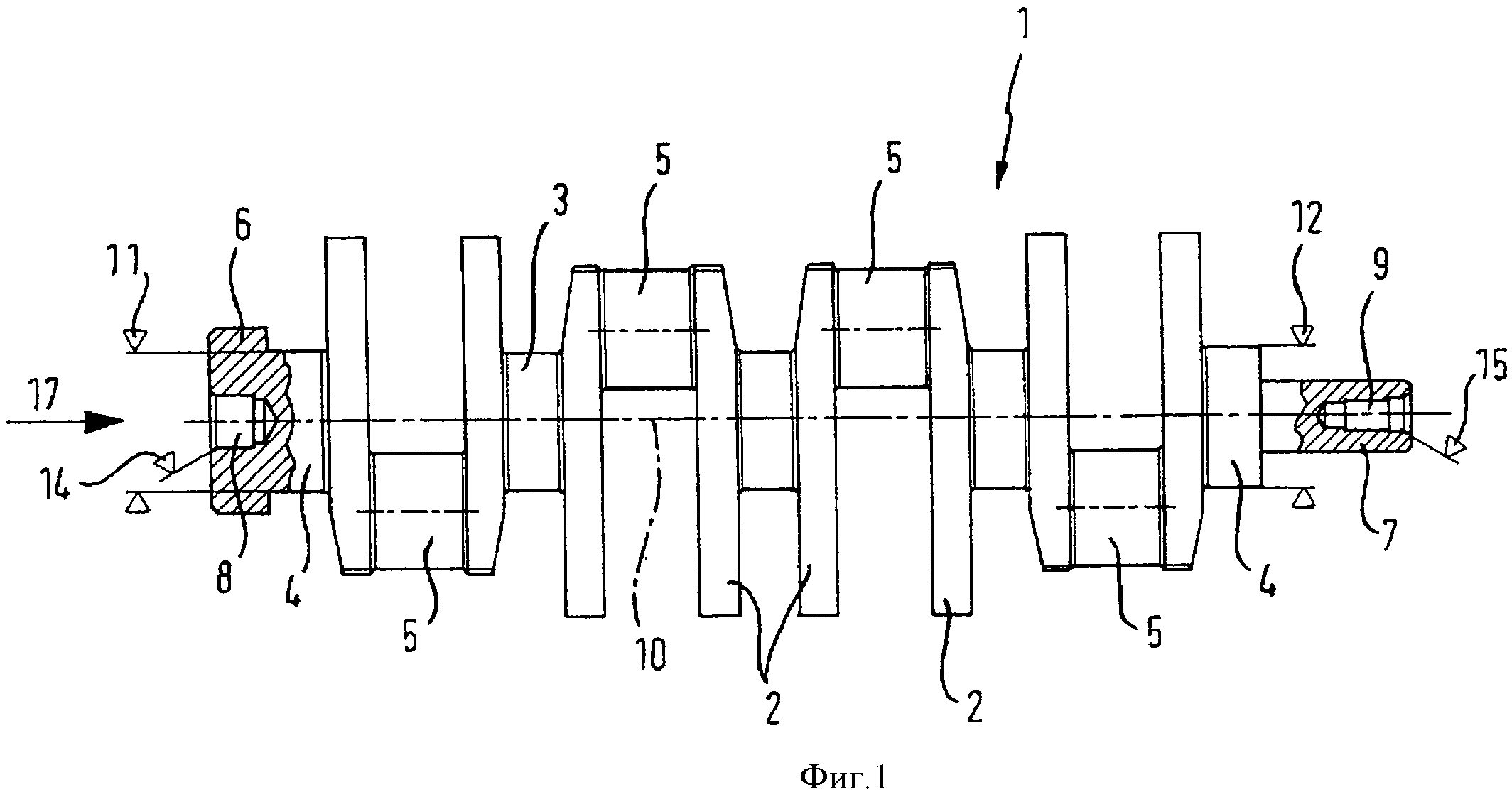
Шейки соединяются между собой щеками. С целью уменьшения центробежных нагрузок, которые создаются кривошипами, на коленчатом валу находятся противовесы, а сами шейки изготовлены полыми. Для продления срока службы поверхность шатунных и коренных шеек стальных валов закаляют высокочастотными токами.

В щеках имеются специальные каналы, через которые масло поступает от коренных шеек к шатунным. Внутри каждой шатунной шейки существует специальная полость, которая служит грязеуловителем – во время вращения вала частицы различных загрязнений под действием центробежных сил оседают на стенках грязеуловителей. Их очистка проводится через пробки, завернутые в торцах.
Распрессовка коленвала — подготовительные операции
Далее рассмотрим, как распрессовать коленвал двигателя. Это требуется, если вышел из строя один из опорных подшипников. Проводить разборку следует очень аккуратно. Некоторые умельцы считают, что погнуть коленчатый вал при разборке практически невозможно. Но это не так. Когда происходит повреждение:
- при снятии генератора;
- при демонтаже вариатора;
- во время разборки кривошипно-шатунного механизма (КШМ), чтобы этого избежать, желательно использовать специальный съемник;
- при съеме подшипника.

Для снятия коленвала нужно убрать крышку картера. Для этого ее следует расконтрить, затем раскрутить все удерживающие ее болты. Теперь доступ открыт, остается правильно вынуть коленвал. Он сидит плотно, поэтому это будет тоже своего рода выпрессовка, и потребуется спецприспособление. Однако можно обойтись и постукиванием по концу вала чем-нибудь твердым, но избегайте резких и сильных движений, чтобы не повредить деталь.
После того, как коленвал уже снят, проводят внешний осмотр узла на предмет люфта и прогибов. Далее штангенциркулем делают промер по всей окружности. Если дефекты не обнаружены, то для промеров используют микрометр для более тщательного осмотра. Максимальное допустимое отклонение не должно превышать 0,05 мм.
Чтобы определить, в какую сторону изогнут вал, его зажимают в тисках в вертикальном положении. Для ремонта требуется предварительно немного раздвинуть щеки, что обеспечит их лучшую центровку. Делают это при помощи деревянных конусных брусков.
Как распрессовать коленвал — порядок работы
Распрессовка коленвала в домашних условиях делается следующим образом. Сначала он освобождается от крышки, которая отвинчивается, предварительно претерпев расконтровку. Теперь снимаетсязадний подшипник, для этого вам потребуется помощь отжимных болтов. Он останется в картере, если в нем нет дефектов, то лучше его оттуда не выпрессовывать. Тяжелее снять передний подшипник.
Чтобы осуществить разборку передней части коленвала, расконтрите зажимную гайку, снимите ее. Затем демонтируйте шестерню, втулку и шпонку. Теперь очередь шарикоподшипника, здесь опять понадобится прибегнуть к отжимному болту. Так окажется свободным и передний подшипник. Завершающей стадией разборки коленвала станет демонтаж заглушек для шеек вала. После всего этого детали моются в керосине и собираются, если нет никаких дефектов. О том, как делается перепрессовка коленвала, видеоматериалы сайта рассказывают более подробно.
Написать отзыв
Зарегистрируйтесь, оставив отзывы о товаре, вы сможете заработать бонусные баллы!
Ваш отзыв: Внимание: HTML не поддерживается! Используйте обычный текст. Рейтинг: Плохо Хорошо
Рейтинг: Плохо Хорошо
Введите код, показанный на картинке:
Обычно с проблемой замены шатуна в коленчатом валу сталкиваются владельцы двухтактной техники, это мотоциклы Минск, Восход, ИЖ, Кросовики, снегоходы, скутеры и мопеды. Загорелся коленвал, возникает вопрос, как отремонтировать коленвал мотоцикла, ответ найден, первое – купить новый коленвал, второе – заменить шатун, пальчиковый и игольчатый подшипник (сепаратор) на сломан коленвал).
коленчатый вал новый, конечно, проще купить, но цена коленвала в пять раз превышает цену шатуна со штифтом и игольчатым подшипником. Тут сразу возникает проблема, как разобрать коленвал самостоятельно в домашних условиях, потом сжать и устранить стук. Конечно, для устранения биения любой мастер будет искать токарный станок, но это уже бесполезная проблема. Есть придуманный мной способ устранить биение коленвала в домашних условиях без токарного станка.
Если вы решились на самостоятельную замену шатуна в коленчатом валу мотоцикла, то эта статья для вас. Зачем переплачивать за новый коленвал, когда замена шатуна превратит сломанный коленвал в новый.
Только не пытайтесь коленвал греть, все делается холодно.
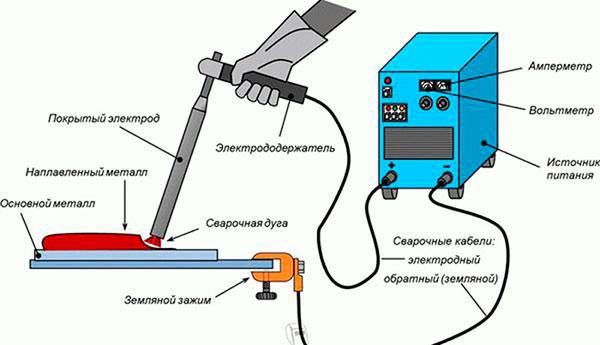
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
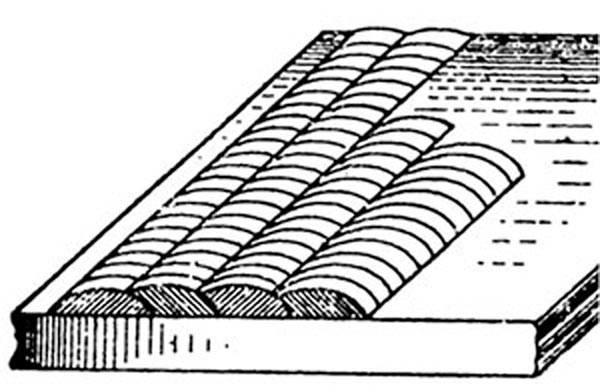
Наплавляемые швы:
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы
Они дают существенную прибыль для основного производства.
Распрессовка коленвала
Для перепрессовки коленвала Минск существует большое количество приспособлений как специализированных, так и самодельных, придуманных теми, кому приходилось проводить ремонт в домашних условиях. Наиболее надежным и легким, особенно для тех, кто выполняет распрессовку впервые, является способ основанный на раздавливании щек коленвала с использованием зубила или любого другого примерно подходящего по форме инструмента.
Перед тем, как проводить распрессовку, важно зафиксировать значения зазоров между поверхностью шатуна и поверхностью щек коленвала. Для это при помощи штангеля измерьте зазоры и запишите полученные данные. Для того, чтобы перепрессовка коленвала Минск была выполнена, в первую очередь следует снять сам коленвал, для этого следуйте приведенной ниже инструкции:
Для того, чтобы перепрессовка коленвала Минск была выполнена, в первую очередь следует снять сам коленвал, для этого следуйте приведенной ниже инструкции:
— Установите два металлических конуса по обе стороны шатуна, после этого последовательно наносите средней силы удары по каждому из них. Это приведет к тому, что под давлением конусов, щеки коленвала разъедутся.
В случае, если сам конус не достаточно широкий и его не хватает для того, чтобы полностью открыть коленвал, под щеки можно подложить небольшой металлический брусок или пластинку.
— После того, как половинки коленвала разъединятся, откроется доступ к шатуну. Снимайте его вместе с сепаратором. — Теперь вытащите палец коленвала мотоцикла. Это не должно составить труда и тут может возникнуть только одна проблема. Иногда случается, что палец выходить только из одной из щек коленвала и остается надежно закрепленным в другой. В таком случае его нужно выстукивать с помощью прочной оправки. Ее толщина должна примерно равняться толщине самого пальца. Для того, чтобы выбить палец следует использовать тяжелый молоток, так как, легкого может не хватить
Замена кривошипа.
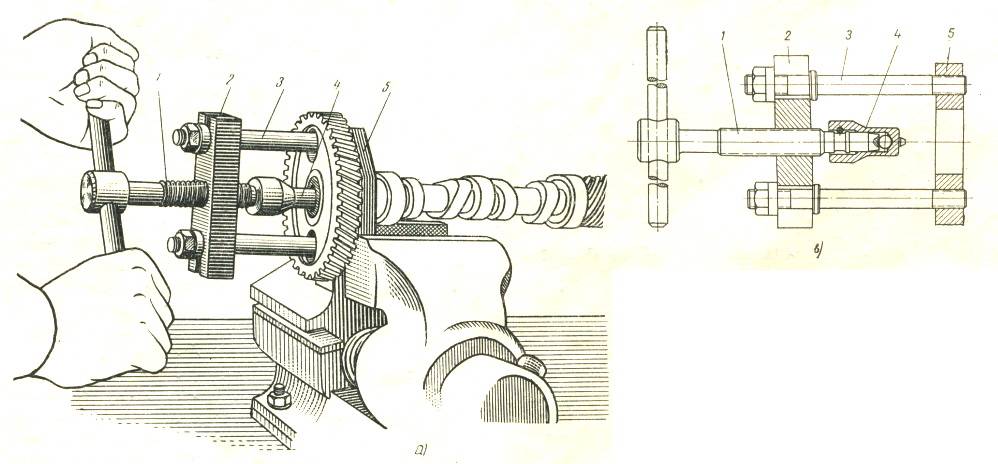
Неразборный кривошип при обнаружении износа подшипника шатуна (см. раздел «Определение износа деталей, расположенных в картере») желательно заменить новым кривошипом. Однако при наличии необходимых запасных частей, токарного станка, индикатора и пресса изношенный подшипник шатуна можно восстановить, не обращаясь к услугам мастерской. Эту работу может выполнить квалифицированный механик; поэтому ниже приводятся рекомендации только относительно некоторых важнейших особенностей ремонта кривошипа.
В случае износа кривошипа, при работе которого слышен стук, не следует эксплуатировать мотоцикл. На поверхностях кривошипного пальца и шатуна при этом образуются повреждения от наклепа и выкрашивания, которые не удается устранить шлифованием. Ролики также нельзя больше использовать.
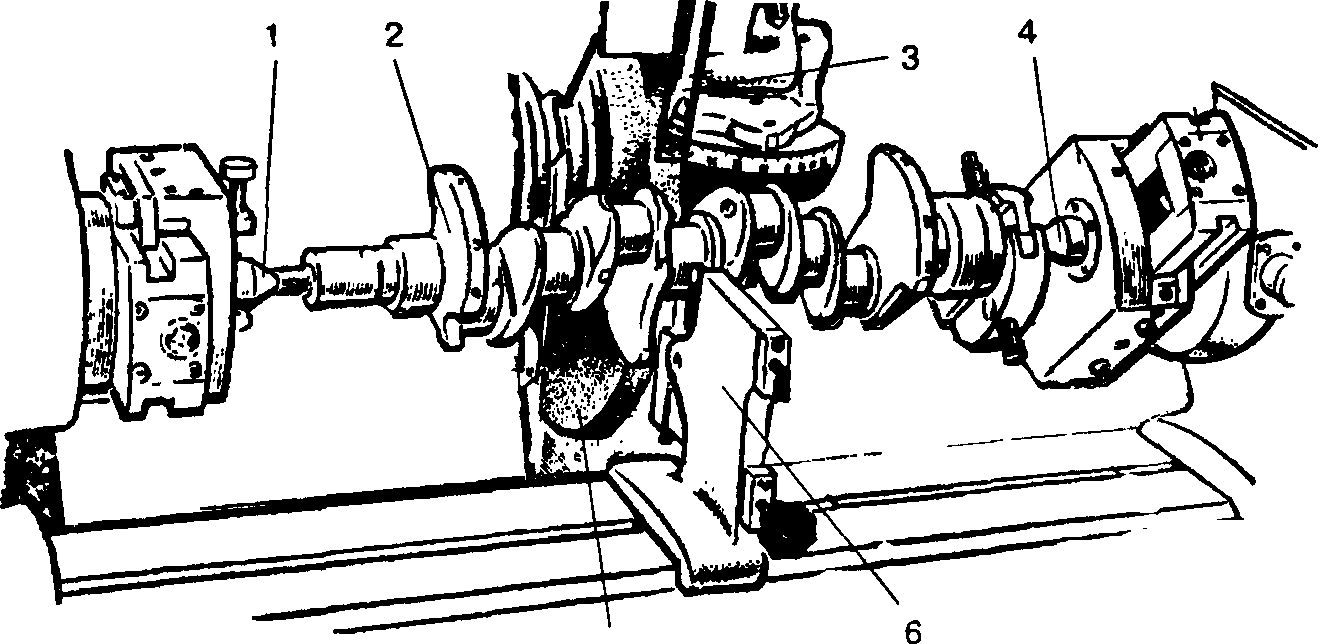
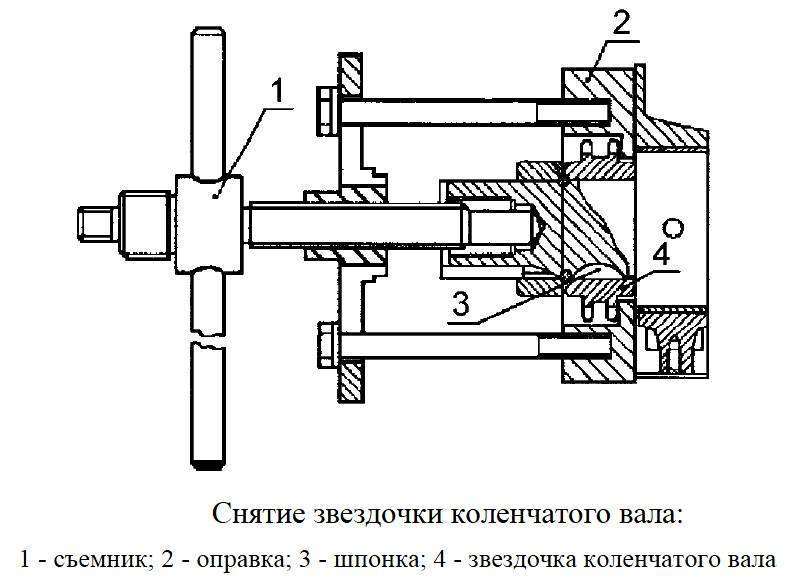
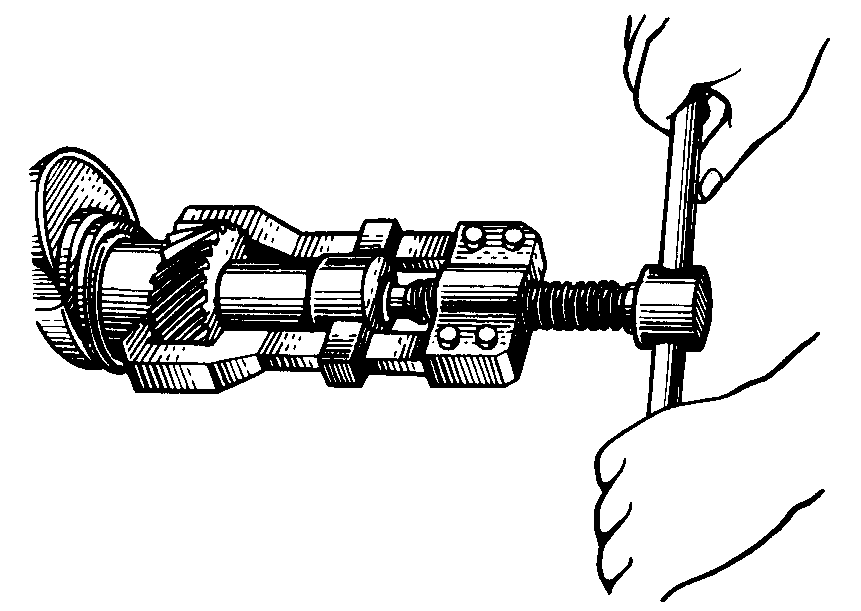
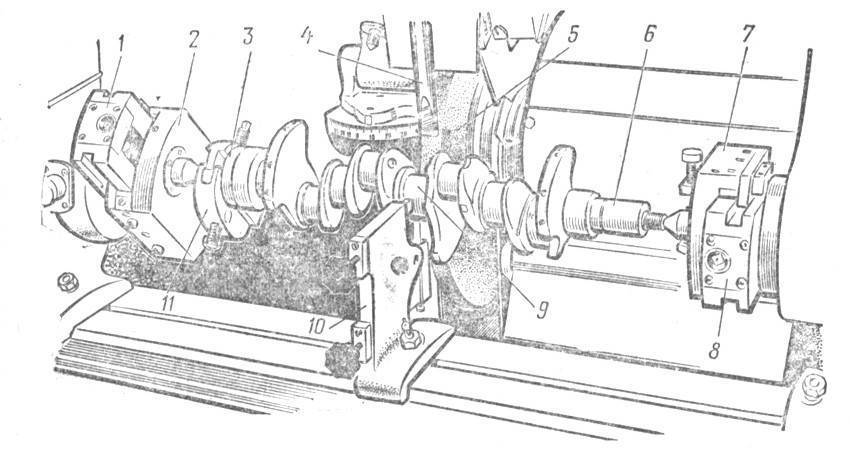
Кривошип можно распрессовать небольшим прессом или специальным съемником. На рис. 40 показан съемник, изготовленный на токарном станке и предназначенный для разборки кривошипов двигателей М-61 и ему подобных. Съемник надевают на съемочные выступы наружной щеки кривошипа так, чтобы винт (диаметром 27 мм, шаг резьбы 3 мм) упирался в кривошипный палец. Съемник закрепляют в больших тисках или приваривают к стальной балке. Под винт съемника надо подложить шайбу и густо смазать ее и резьбу универсальной среднеплавкой смазкой (солидолом). При завинчивании винта съемника надо пользоваться длинным воротком. Для выпрессовки кривошипа двухтактного двигателя можно обойтись без подобного съемника и пользоваться прессом.
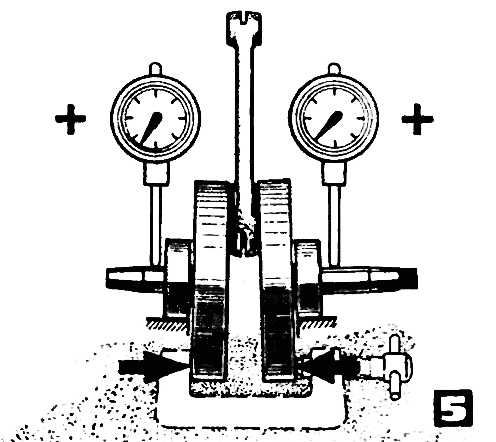
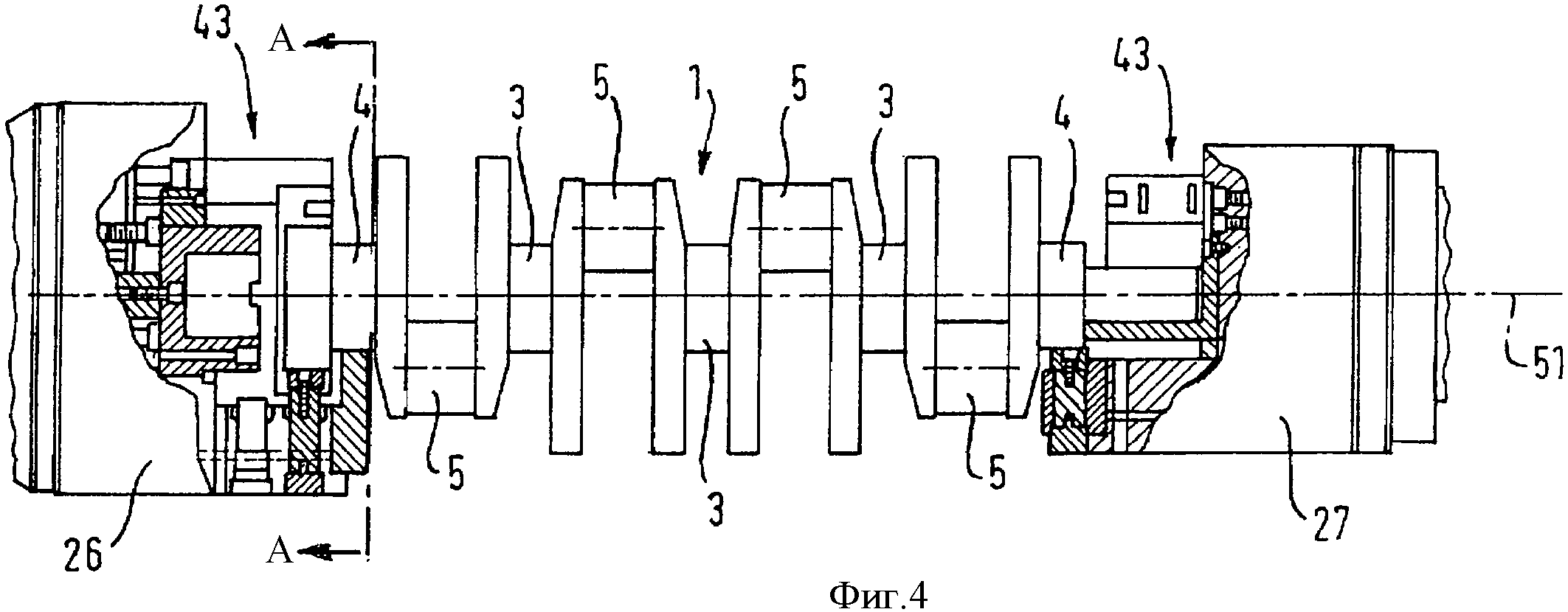
При сборке коленчатого вала двигателя типа М-61 на прессе можно прежде запрессовать кривошипные пальцы цилиндрическими концами в среднюю щеку и затем напрессовать на конусные концы крайние щеки, обеспечивая осевое перемещение шатуна между щеками в пределах 0,04—0,14 мм. Центрирование коленчатого вала производят в центрах токарного станка с помощью индикатора. Биение коренных шеек на длине 20 мм не должно превышать 0,05 мм.
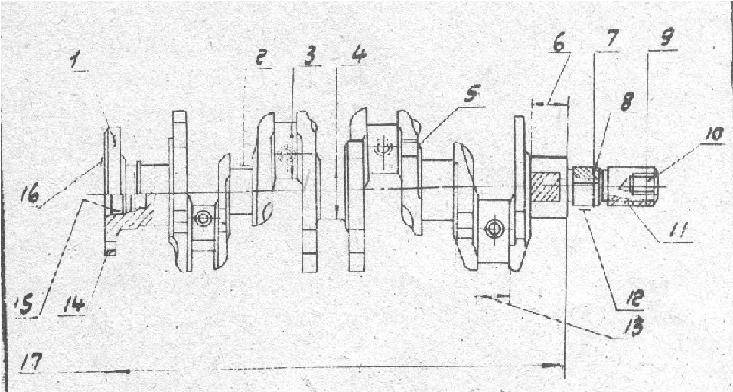
Если шейки параллельны, но не соосны, то их положение выравнивают ударами алюминиевого молотка по щекам (рис. 41, б), а если расположены под углом, то сжимают в тисках (рис. 41, а).
У кривошипа одноцилиндрового двухтактного двигателя М-103 и ИЖ «Юпитер» биение шеек на длине 20 мм не должно превышать 0,02 мм, у двигателей ИЖ 56, ЙЖ «Планета» — не более 0,03 мм.
При установке новых шатуна, пальца и роликов необходимо, чтобы радиальный зазор в подшипнике шатуна двигателя мотоцикла М-61 был равен 0,01—0,02 мм (причем шатуны с подшипником правого и левого цилиндров должны иметь одинаковую массу), двигателей мотоциклов М-103 — не более 0,012 мм и двигателей мотоциклов ИЖ-56, ИЖ «Планета», ИЖ «Юпитер» — не более 0,016 мм. При незначительном увеличении радиального зазора срок службы роликоподшипника шатуна немного уменьшится; в результате сборки без зазора роликоподшипник может разрушиться в течение первых часов работы двигателя. Кроме того, следует обеспечить правильный осевой зазор роликов подшипника. В противном случав ролики будут притормаживаться с торца и скользить (а не катиться), вследствие чего на них образуются лыски и подшипник выйдет из строя.
Диаметры роликов не должны отличаться один от другого более чем на 0,002 мм. Так точно измерить диаметр роликов вне заводских условий нелегко. Поэтому надо проверить размеры роликов в комплекте микрометром, чтобы не допустить большого отклонения в размере отдельных роликов. Даже при наличии в комплекте одного ролика, диаметр которого значительно больше диаметра остальных роликов, подшипник при работе выйдет из строя
Следует обращать внимание на качество шлифования новых роликов и на формы роликов, бывших в употреблении, на наличие и полировку закругления перехода цилиндрической части в торец.
Проверка и замена
Так как коленчатый вал работает в тяжелых условиях под воздействием высоких температурных и других нагрузок, то на оси его могут удерживать только эти подшипники. Шейки выполняют роль внутренней обоймы, а вкладыши – наружных. Как и прочие элементы двигателя, эти детали также нужно периодически менять.
Меняют вкладыши чаще по причине износа, а также по причине проворота. Провернуть вкладыш может по следующим причинам. Это вязкое масло, попадание в масло абразива, малый натяг при установке крышки, недостаточная вязкость смазочного материала, эксплуатация в условиях перегрузок.





