

Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
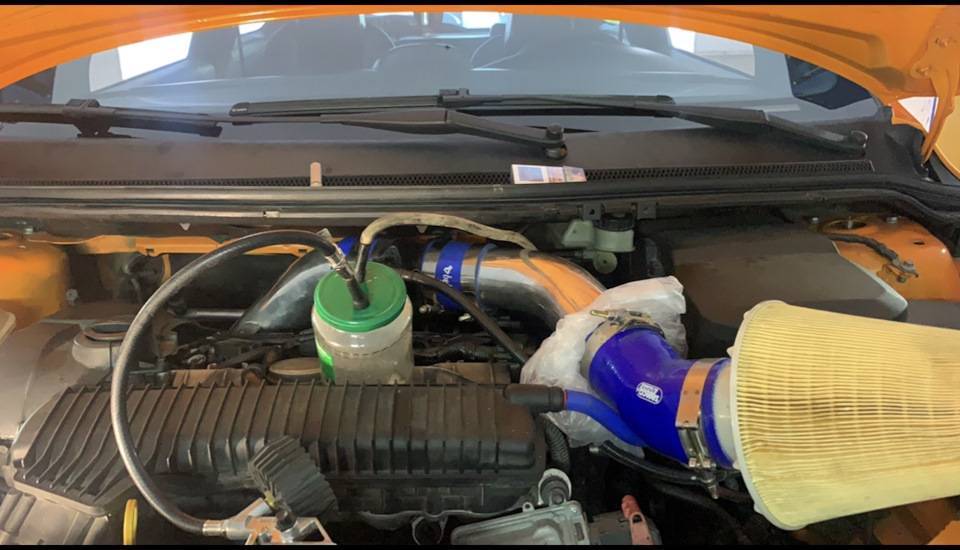
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Меры безопасности при опрессовке трубопроводов
Основные требования безопасности заключаются в ограничении величины испытательного давления. Если оно будет завышено, некоторые элементы могут быть разрушены. Чтобы застраховаться от подобно неприятности, лучше воспользоваться опрессовщиком со специальным ограничителем.
- протяженность (внутренний объем) системы;
- возраст системы и состояние входящих в ее состав элементов (количество ржавчины и грязе-солевого налета);
- тип используемого оборудования.
Цены у различных исполнителей даже в пределах одного города могут отличаться в 2 – 3 раза. Дешевле всего берут за свои услуги частные бригады и мастера.
В среднем за промывку и опрессовку отопительной системы здания площадью 400 кв. м (двухэтажное) исполнители берут от 7 до 15 тыс. руб. Как показала практика, при умении торговаться можно договориться о выполнении этого объема работ за 4 – 5 тыс. руб. Работа будет выполнена за 1 – 2 дня.
Та же работа в здании на 5 тыс. кв. м (5 этажей) будет стоить от 30 до 80 тыс. руб.
Некоторые исполнители указывают цены в пересчете на единицу объема (150 – 250 руб./куб. м) или времени (500 – 1000 руб./час).
Если вы хотите установить умывальник самостоятельно, обязательно позаботьтесь о подключении гидрозатвора. Гидрозатвор для канализации: разновидности, назначение и особенности монтажа.
О разновидностях антисептиков для выгребных ям вы узнаете в этом обзоре.
Для чего нужна проверка ГБЦ и БЦ на герметичность
Проверка на герметичность проводится при повышенных нагрузках и рабочих температурах. Основные контрольные параметры – это давление и температурный режим.
Важно!Проведение опрессовки необходимо также, если ремонтные работы предусматривают замену ГБЦ или БЦ на новые.
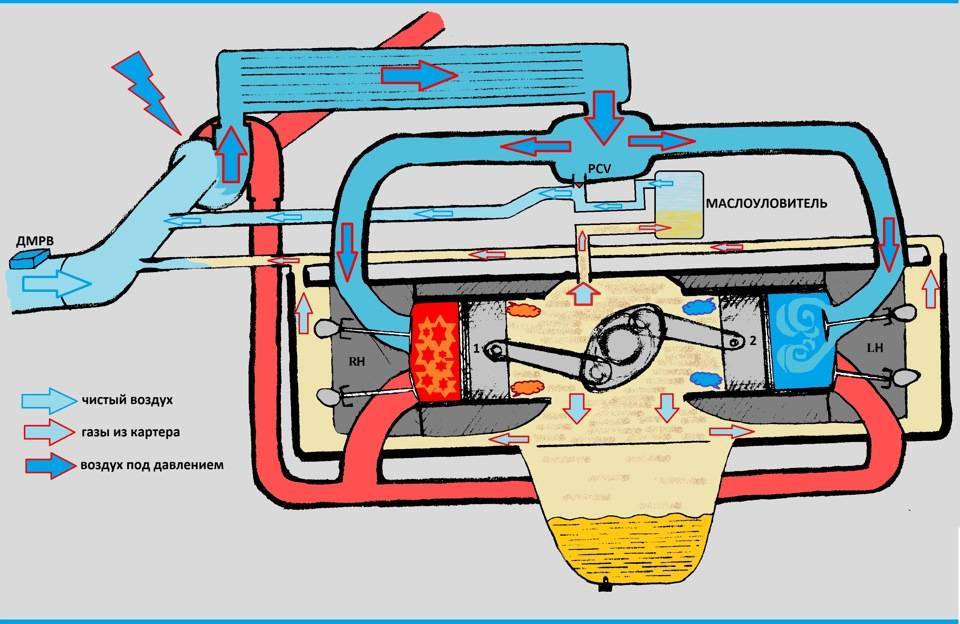
В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости. Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ.
Другой подход к устранению дефекта требуется при появлении трещины внутри мотора. В таких случаях выполняется опрессовка. При ремонте двигателя специалисты советуют проверять как герметичность каналов охлаждения, так и масляных каналов. Такая операция выполняется при частичной или полной разборке силового агрегата.




Статистические данные говорят о том, что дефекты в виде трещин в ГБЦ или БЦ встречаются достаточно часто. Чаще трещины появляются в ГБЦ дизельных двигателях, что объясняется более высоким уровнем нагрузок в моторах такого типа в сравнении с бензиновыми.
Примечание:перед переборкой или капитальным ремонтом двигателя рекомендуется выполнить дефектовку с целью точного определения дефектов. Проверяется также уровень износа элементов газораспределительного механизма, состояние распределительных валов. Эта работа выполняется после демонтажа ГБЦ. Оценивается состояние зеркал цилиндров и элементов КШМ (кривошипно-шатунного механизма).
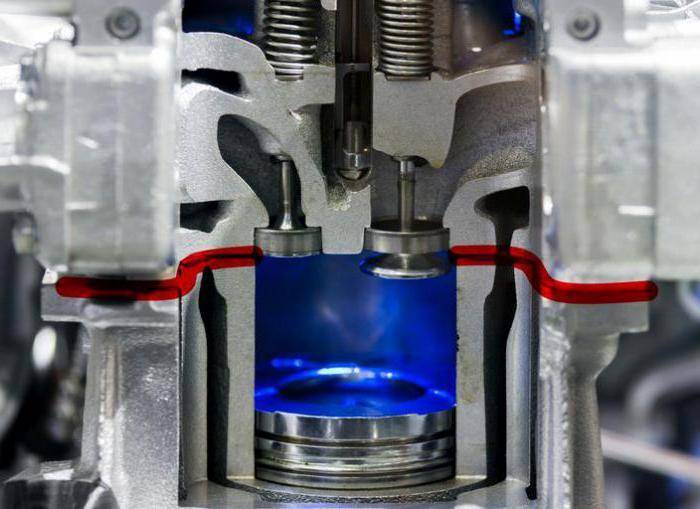
Однако оценки состояния отдельных элементов разных механизмов часто бывает недостаточно. ГБЦ и БЦ требуют особого внимания. Трещины обычно возникают в зонах самых высоких нагрузок, например, в районе камеры сгорания.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Рабочий процесс опрессовки
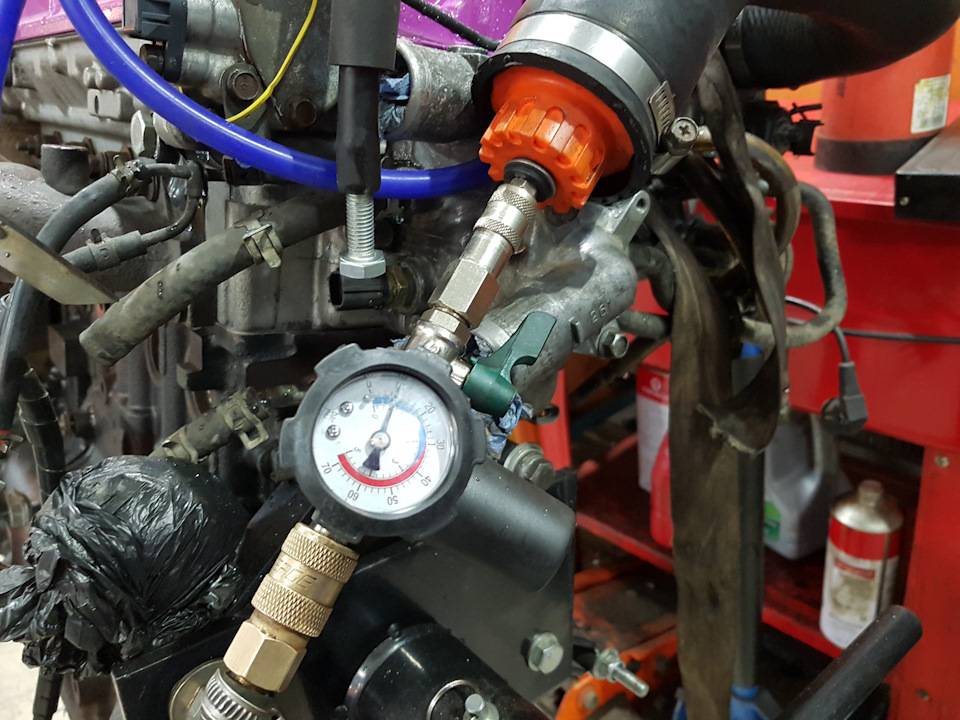
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Подготовительные меры при опрессовке
Перед началом работ по выполнению опрессовки необходимо выполнить следующие действия:
- Испытуемая трубопроводная система подвергается осмотру на предмет явных дефектов (отсутствующие элементы, проржавевшие участки и пр.). Выявленные нарушения устраняются. Если система заполнена каким-либо веществом, которое не может использоваться для проведения испытаний, например, теплоноситель в системе отопления, ее необходимо опорожнить.
- Далее по правилам производится промывка трубопровода. Данная операция позволит удалить из труб окалину, ржавчину, отложения органической и неорганической природы. Промывка может осуществляться различными способами, некоторые из них требуют применения компрессора. Согласно правилам, по завершении этой процедуры следует проверить качество ее выполнения, вырезав в произвольном месте трубопровода участок длиной 0,5 м и оценив состояние его внутренней поверхности.
- Подготовительный этап заканчивается установкой обратного клапана и манометра, если таковые не входят в состав нагнетательного устройства. Обратный клапан необходим для удержания рабочей среды в системе.
При опрессовке систем отопления многоквартирных домов работы по подготовке теплового узла проводят отдельно от всей системы и после нее. Это связано с тем, что данный узел проходит испытание с большей величиной давления.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
|---|---|---|---|
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку. Но испытание продолжают еще 2 часа
И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2)
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).




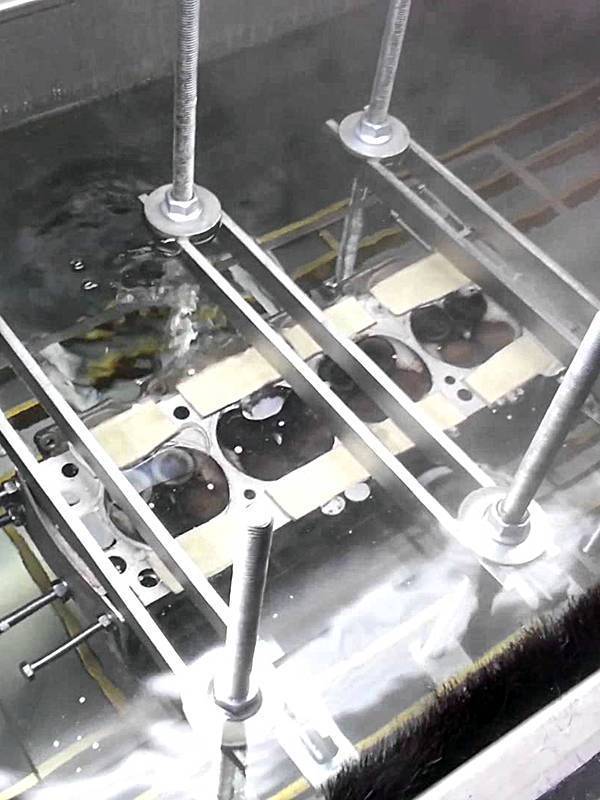





Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Опрессовка и шлифование ГБЦ
Наша компания выполняет диагностическую опрессовку и шлифование ГБЦ в Туле при ремонте автотранспорта все классов и категорий. Преимуществами обращения к нашим услугам являются:
- наличие современного оборудования;
- наличие собственных площадей для ремонта и тестирования транспорта;
- высокая квалификация мастеров;
- большой практический опыт;
- связи с надежными поставщиками оригинальных запчастей и механизмов;
- гибкая ценовая политика.
Мы ценим клиентов, отдавших предпочтение нашей фирме и делаем все для того, чтобы доказать правильность выбора. Позвоните, чтобы уточнить детали заказа, условия оплаты и время прохождение диагностики. Будем рады доказать свой профессионализм и ответственность!
Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Почему приходится ремонтировать ГБЦ дизеля
Существует множество причин поломок. Среди самых частых:
- постоянный перегрев, обусловленный работой мотора на повышенных оборотах;
- избыточное давление из-за закипания охлаждающей жидкости в каналах охлаждения;
- износ посадочных мест, приводящий к смещению оси клапана (распределительного вала);
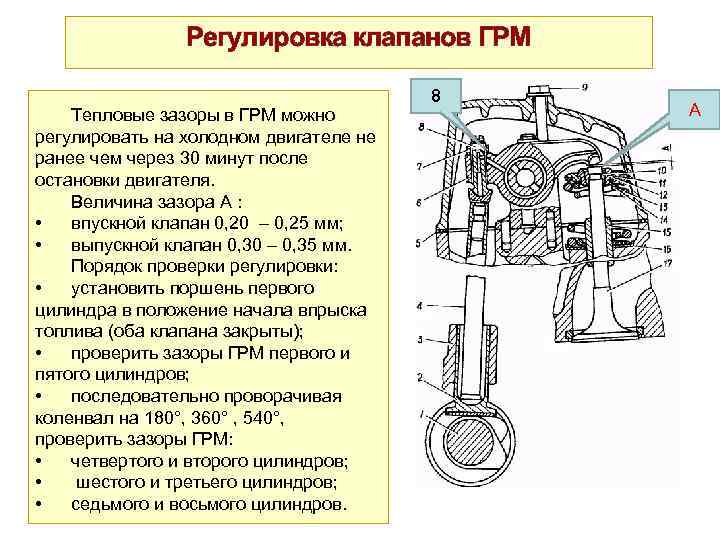
- изменение тепловых зазоров ГБЦ в результате образования нагара.
Существуют неисправности, которые без замены ГБЦ устранить нельзя. Причина – невозможность подобраться инструментом к поврежденным участкам. К таким неисправностям относятся микротрещины во впускном и выпускном канале головки дизельного двигателя, трещины в гнездах седел клапанов. В этих случаях не обойтись без замены узлов и запчастей.








Во всех остальных случаях высококвалифицированные специалисты смогут восстановить головку блока цилиндров.
Диагностика дизельного двигателя
Чтобы установить неисправность и составить список деталей для замены, следует провести диагностику. Первоначально проводится визуальное обследование на предмет выявления трещин, сколов и других дефектов. Если визуальный осмотр ничего не выявил, можно выполнить опрессовку – испытание системы на прочность и герметичность. Опрессовка проводится следующим образом:
- При помощи специальных накладок и уплотнителей закрываются каналы для прохода охлаждающей жидкости, через которые тепло от жидкости передается атмосферному воздуху.
- В ГБЦ подается воздух, сжатый до шести атмосфер. Закрытый узел опускается в бак с горячей водой.
Примерно через полчаса головка разогреется. Если в ГБЦ есть микротрещины, то они расширятся, их них начнут выделяться пузырьки воздуха.
Специалисты рекомендуют производить процедуру опрессовки при каждом снятии.
Этапы ремонта ГБЦ дизеля
Работы по восстановлению головки дизельного ДВС выполняются за срок от двух до пяти суток и проходят несколько этапов.
- Головка снимается с блока. Завариваются макро- и микротрещины.
- Производится восстановление отверстий направляющих втулок.
- Производится выравнивание покоробленной привалочной плоскости ГБЦ.
- Восстанавливаются (или заменяются) клапаны, седла, толкатели клапанов.
- Производится замена распределительного вала и сальников.
- Охлаждающие каналы очищаются от накипи, грязи, стружки и прочих сторонних частиц.
- Выполняется шлифовка.
- Осуществляется сборка ГБЦ с соблюдением рекомендаций производителя.
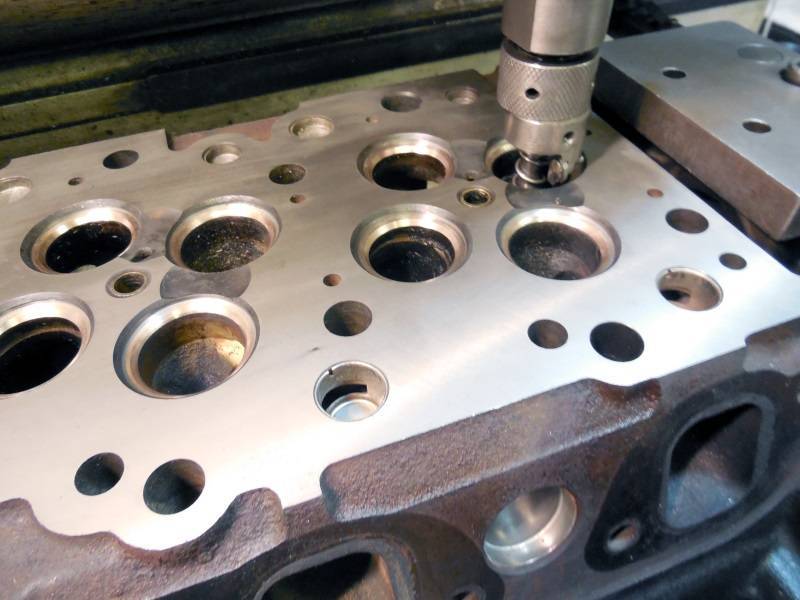
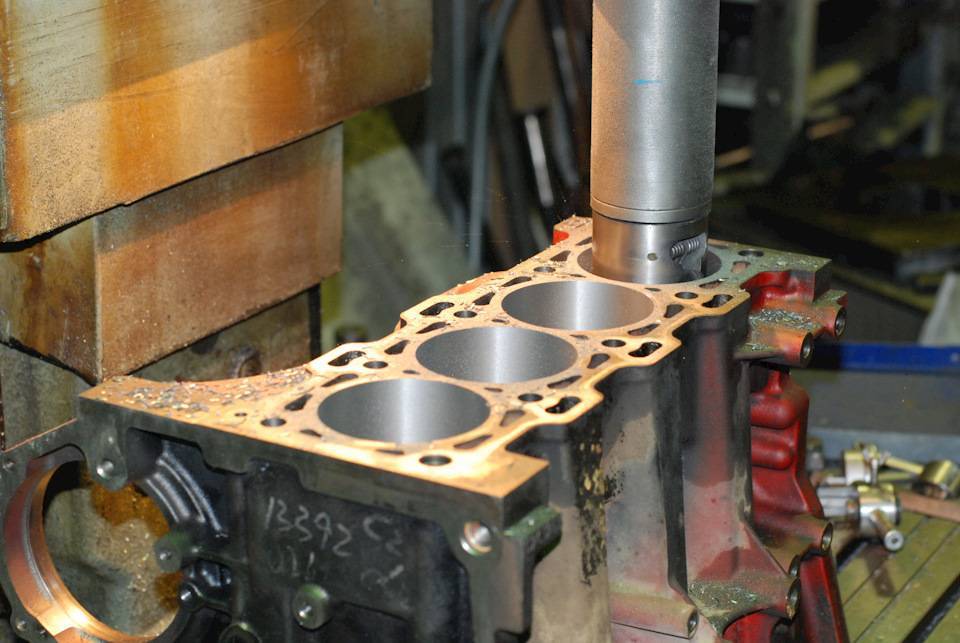
В процессе восстановления особое внимание уделяется устранению дефектов привалочной плоскости. Шлифовка осуществляется на специальном фрезерно-шлифовальном станке. Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность
Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС
Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность. Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС.
Точный перечень работ и их стоимость определяется по результатам диагностики и зависит от марки, года выпуска и состояния двигателя.
Ремонт головок блока цилиндров в СПб по выгодным ценам
Компания «ПетроМоторс» предлагает услуги по ремонту головок цилиндров дизельных ДВС в Санкт-Петербурге. Наша компания занимается капремонтом дизельных двигателей судовых, промышленных, грузовых авто, автобусов, спецтехники.
Благодаря наличию современного оборудования, высокой квалификации наших сотрудников и склада запчастей. Мастера нашего автосервиса быстро и качественно, проведут диагностику и на профессиональном уровне отремонтируют мотор. Ознакомиться с подробным списком работ, ценами на услуги и записаться на диагностику можно по телефону: 8(812)-929-59-98.
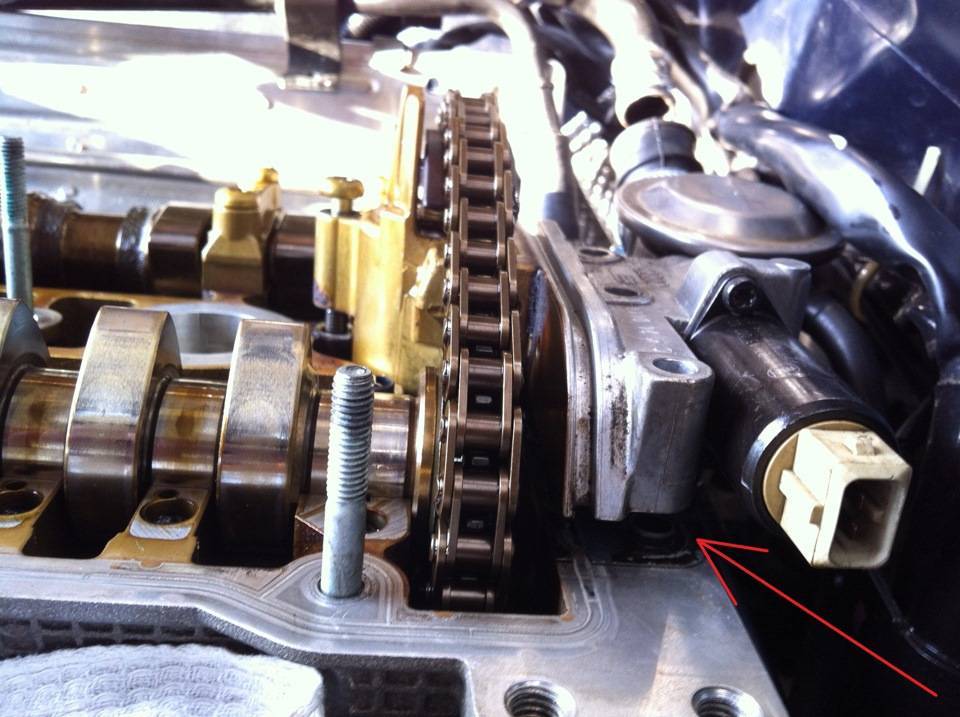
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.
Разновидности и принцип работы насосов для опрессовки системы отопления
Виды
Классификация опрессовочных приборов представлена такими основными типами, как:
- насос с ручным приводом;
- электрический насос.
Насос с ручным приводом является полностью механическим устройством. Большим плюсом такого прибора является его низкая стоимость, а также простота в эксплуатации и не привередливость. Обычно механические устройства имеют в составе сразу все необходимые комплектующие – шланги, манометр и бак. Из отрицательных сторон стоит отметить невысокий уровень производительности. При самостоятельном применении данного прибора придется прилагать большие усилия, чтобы выполнить качественно работы по проверке системы.










Исходя из описания насоса с ручным приводом, можно выделить такие положительные стороны:
- низкая стоимость;
- простота в использовании;
- высокая мобильность;
- не требует источников питания.
Устройства с электрическим приводом хоть стоят дороже и являются более громоздкими, но усилия для их применения сведены к минимуму. Такой гидравлический насос может обеспечить в системе практически любой уровень давления. Во многих случаях данными электрическими устройствами пользуются профессионалы, когда работы по опрессовке необходимо проводить часто и на больших объектах. Электрические приборы позволяют проверить отопительное оборудование, санитарные нормы технических устройств, охладительные и пневматические устройства.
К минусам такого оборудования относится высокая стоимость, хотя плюсов намного больше:
- полная автоматизация;
- возможность использования на больших объектах;
- экономия времени и собственных сил;
- высокий уровень производительности.
Как правильно выбрать?
Выбирая насос для опрессовки, следует учитывать такие два основных фактора, как:
- емкость отопительной системы, в которой будет использован насос;
- как часто будет проводиться опрессовка.
Если проверка системы будет проходить в небольшом жилом помещении и частота проверок будет редкой, то вовсе не обязательно тратиться на электрический насос. В данном случае вполне сгодится и ручной насос. Но если проверка подразумевает опрессовку системы в большом помещении, то мощности ручного устройства может не хватить, поэтому целесообразно приобрести электрический компрессионный насос. Довольно много положительных отзывов получают модели не с пластиковым корпусом, а с железным, чаще всего из стали. А также во многих устройствах присутствует специальный клапан, который не допускает высокого давления в системе при проведении работ. Этот аспект также необходимо учесть при выборе насоса.
Подключение
Перед тем как осуществлять работы по проверке системы, а также подключение насосной станции к ней, рекомендуется внимательно ознакомиться со схемой подключения, принять во внимание конструкцию самой отопительной системы. Вначале систему необходимо заполнить водой температурой выше 5 градусов. Затем при помощи шланга к ней подключается опрессовочное устройство
Обычно используется соединение с резьбой. Ни в коем случае нельзя устранять дефекты в системе с работающим опрессовщиком. А также в целях безопасности не рекомендуется устанавливать слишком высокое давление, что может негативно сказаться на отопительной системе и привести к ее поломке
Затем при помощи шланга к ней подключается опрессовочное устройство. Обычно используется соединение с резьбой. Ни в коем случае нельзя устранять дефекты в системе с работающим опрессовщиком. А также в целях безопасности не рекомендуется устанавливать слишком высокое давление, что может негативно сказаться на отопительной системе и привести к ее поломке.
Модели
Современные производители предлагают широкое разнообразие моделей насосов для опрессовки.
Среди самых известных можно выделить несколько вариантов.
- НИР-25. Данная модель опрессовочного компрессионного насоса предназначается для проведения опрессовки и гидроиспытаний отопительных систем. Такое устройство имеет ручной привод и его рекомендуется использовать для работ с небольшими объектами. Насос компактен и имеет небольшой вес. Данное устройство прекрасно подойдет для личного пользования при проведении испытаний в частном доме.
- Компакт-50. Эта модель итальянского производства. Ее плюсы заключены в самом названии – она имеет небольшие габариты и маленький вес. Данный насос имеет в комплектации бак объемом до 12 литров, шланги и манометр.
- УГИ-1. Еще одна из самых часто используемых моделей опрессовочных насосов. Такое устройство позволяет провести качественные испытания отопительной системы и подходит для выполнения разных задач. УГИ-1 имеет в комплектации бак объемом 20 литров.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.







Что в итоге
С учетом приведенной выше информации становится понятно, что даже небольшая трещина или деформация стенок канала представляет собой определенную угрозу, так как в любой момент масло может начать попадать в антифриз или охлаждающая жидкость окажется в моторном масле.
Достаточно часто, особенно если ремонт производится своими силами в условиях гаража, в рамках визуального осмотра трещины можно не заметить. При этом после сборки двигателя обнаруживается, что герметичность нарушена. В результате ДВС потребуется повторно разбирать.
Более того, если тосол или антифриз попадает в масло, а также масло проникает в каналы системы охлаждения, двигатель может сильно перегреваться, в значительной степени увеличивается износ деталей мотора, существует риск заклинивания мотора и т.д. Это значит, что после повторной разборки часть узлов может снова нуждаться в замене.
При этом опрессовка головки блока и/или блока цилиндров должна быть включена в список обязательных работ в рамках частичного или капитального ремонта двигателя. Если на станции техобслуживания имеется все необходимое оборудование, тогда опрессовка не занимает много времени, причем стоимость данной операции вполне доступна большинству автовладельцев.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.
Подводим итоги
При обнаруженных трещинах следует помнить о существующих угрозах попадания охлаждающей жидкости в моторное мало или наоборот. Это может произойти как при деформации стенок каналов, так и появлении трещин.
Сложность заключается еще и в том, что при проведении ремонтных работ в своем гараже трещины, особенно микроскопические, обнаружить можно далеко не всегда.
Нельзя забывать, что проникновение из-за нарушенной герметичности моторного масла в охлаждающую жидкость и наоборот может привести к перегреву двигателя, повышенному износу деталей и даже ситуации, когда его может заклинить. Это вызовет необходимость проводить повторную полную или частичную замену установленных новых узлов.
Ограничиваться только визуальным осмотром для поиска трещин нельзя, необходимо проводить опрессовку ГБЦ и БЦ. Пропущенная при осмотре трещина сведет все усилия к нулю и работу нужно будет выполнять повторно.
Действительно качественно выполнить ремонтные работы под силу только профессиональным мастерам, которые могут решить проблему с помощью эффективных методов поиска трещин на специальном оборудовании.





